摘要: 介紹可編程計(jì)算機(jī)控制器(PCC) ����、直流調(diào)速系統(tǒng)和變頻器在鋁塑復(fù)合管生產(chǎn)線中的應(yīng)用�。通過軟、硬件分析, 可看出, 可編程計(jì)算機(jī)控制器比常規(guī)可編程控制器性能更優(yōu), 特別是它的多任務(wù)處理操作系統(tǒng)和通信能力����。在鋁塑復(fù)合管自動(dòng)化生產(chǎn)線的應(yīng)用中,主站PCC2005 與從PCC2003 之間通過現(xiàn)場(chǎng)總線CAN通信。用幀驅(qū)動(dòng)器能方便編寫與直流調(diào)速系統(tǒng)E590 和變頻器的通信程序�。
關(guān)鍵詞: PCC;鋁塑復(fù)合管�;通信
1 概述
鋁塑復(fù)合管是一種新型環(huán)保建材,它集金屬管材和塑料管材之優(yōu)點(diǎn)于一體,具有易彎曲、耐壓�����、耐腐蝕, 不結(jié)垢, 無污染, 保溫性能好, 安裝方便等諸多優(yōu)點(diǎn)��。廣泛應(yīng)用于給水���、煤氣�、化工流體輸送等行業(yè)���。該產(chǎn)品在上世紀(jì)80 年代就已由歐美發(fā)達(dá)國(guó)家研究開發(fā)出來,在我國(guó)還是近幾年才開始推廣使用����。鋁塑復(fù)合管的結(jié)構(gòu)特點(diǎn)是內(nèi)外層為聚乙烯,中間為鋁合金���。聚乙烯與鋁合金之間通過具有雙重親合性的熱熔膠復(fù)合而成����。
PCC 是綜合了PLC 和工業(yè)計(jì)算機(jī)優(yōu)點(diǎn)的新一代可編程計(jì)算機(jī)控制器, 具備各種標(biāo)準(zhǔn)的控制功
能,支持多任務(wù)分時(shí)操作系統(tǒng)���。其硬件采用了模塊化的靈活配置, 可帶電插撥, 可靠性高��。多處理器和智能I/ O 技術(shù)使其智能性強(qiáng),使用開放式總線結(jié)構(gòu),與各種系統(tǒng)通信方便����。提供了結(jié)構(gòu)化高級(jí)語言PL2000(類似C語言) , 也可使用梯形圖(LAD) , 指令表(STL) 編程����。且具有強(qiáng)大的數(shù)據(jù)運(yùn)算和處理能力���。本文介紹PCC 的軟、硬件特點(diǎn)和以PCC2005 為主站,兩臺(tái)PCC2003 為從站的鋁塑復(fù)合管生產(chǎn)線自動(dòng)控制系統(tǒng)����。
2 鋁塑復(fù)合管工藝流程
鋁塑復(fù)合管生產(chǎn)工藝流程如圖1 所示。內(nèi)管擠出是用單螺桿擠出機(jī), 主電機(jī)直流75 kW, 由數(shù)字式直流調(diào)速系統(tǒng)E590 驅(qū)動(dòng)���。其功能是將塑料顆粒擠成塑料管,作為鋁塑復(fù)合管的內(nèi)管�;真空定徑水槽用于塑料內(nèi)管的定徑和冷卻�;內(nèi)管牽引是履帶式牽引機(jī),牽引電機(jī)是三相交流電機(jī), 1.5 kW由變頻器驅(qū)動(dòng);內(nèi)管涂膠擠出機(jī), 主電機(jī)直流55kW, 由數(shù)字式直流調(diào)速系統(tǒng)E590 驅(qū)動(dòng),其功能是擠出粘接鋁帶和塑料內(nèi)管的熱熔膠; 鋁帶開卷是輸送鋁塑復(fù)合管中所用鋁帶�;鋁帶對(duì)接是兩卷鋁帶頭尾的對(duì)齊與焊接,以保證生產(chǎn)連續(xù)進(jìn)行和產(chǎn)品可具有任意長(zhǎng)度;焊管牽引是在包住塑料內(nèi)管及涂膠層的鋁帶經(jīng)復(fù)合成型壓成管狀后的牽引, 主電機(jī)是三相交流電機(jī),3 kW, 由變頻器驅(qū)動(dòng)�����;焊接平臺(tái)是將管狀鋁帶焊接成包住塑料內(nèi)管的鋁管,用氬弧焊機(jī),9.7 Kva�;鋁管牽引也是履帶牽引機(jī), 主電機(jī)為三相交流電機(jī), 5.5 kW, 也是由變頻器驅(qū)動(dòng);外管涂膠擠出機(jī), 主電機(jī)為直流55 kW, 由數(shù)字式直流調(diào)速系統(tǒng)E590 驅(qū)動(dòng), 功能是擠出熱熔膠�;外管擠出機(jī)主電機(jī)為直流45 kW, 由數(shù)字式直流調(diào)速系統(tǒng)E590 驅(qū)動(dòng), 功能是擠出鋁塑復(fù)合管的外管;成材牽引機(jī)也是履帶牽引機(jī),主電機(jī)是三相交流電機(jī), 1.5 kW由變頻器驅(qū)動(dòng);切割機(jī)是1.1 kW的三相交流電機(jī), 不變速, 用于按訂貨長(zhǎng)度分?jǐn)噤X塑復(fù)合管�;卷繞機(jī)是用于卷取鋁塑復(fù)合管的成品,主電機(jī)直流1.5 kW, 其速度給定信號(hào)來自2 # 站的模擬模塊,與PCC之間沒有通訊聯(lián)系。
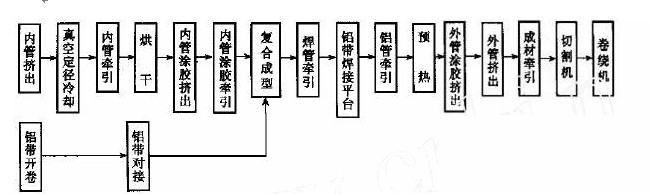
圖1 鋁塑復(fù)合管生產(chǎn)工藝流程圖
3 可編程計(jì)算機(jī)控制器的特點(diǎn)
與工控機(jī)(IPC) �、集散控制系統(tǒng)(DCS) �、可編程控制器(PLC) 相比, PCC充分利用了微機(jī)�����、現(xiàn)場(chǎng)總線和軟件等方面的先進(jìn)成熟技術(shù),采用了優(yōu)秀的���、具有前瞻性的設(shè)計(jì)思想, 代表了工業(yè)自動(dòng)化產(chǎn)品的發(fā)展方向。PCC采用了高性能的16 位和32 位的CPU,使運(yùn)算速度得到保證����。I/ O處理器主要負(fù)責(zé)網(wǎng)絡(luò)及系統(tǒng)的管理。在一個(gè)模塊上有3 個(gè)處理器,它們既相互獨(dú)立, 又相互關(guān)聯(lián)(通過DPR) , 從而使主CPU的資源得到了合理使用, 同時(shí)又最大限度地提高了整個(gè)系統(tǒng)的速度��。同時(shí), PCC 在硬件上采用了高達(dá)100K~16 M的應(yīng)用程序存儲(chǔ)器(一般PLC都只有幾十K) , 使其可運(yùn)行較大的軟件���。其多任務(wù)分時(shí)操作系統(tǒng), 可以將整個(gè)操作界面分成數(shù)個(gè)分別具有不同優(yōu)先權(quán)的任務(wù)等級(jí)( Task Class) �����。其中優(yōu)先權(quán)高的任務(wù)等級(jí),有著較短的執(zhí)行周期(周期可由用戶設(shè)定) �����。而且每個(gè)任務(wù)等級(jí)可包含多個(gè)具體任務(wù), 這些任務(wù)中間可以再細(xì)分優(yōu)先權(quán)的高低���。在這種操作系統(tǒng)的管理下, 優(yōu)先權(quán)高的任務(wù)等級(jí)總是先被執(zhí)行, 剩下的時(shí)間里可執(zhí)行優(yōu)先權(quán)較低的任務(wù)等級(jí)����。這樣使得整個(gè)控制系統(tǒng)得到優(yōu)化, 具有較高的實(shí)時(shí)性����。
PCC引入的智能分布式控制思想和現(xiàn)場(chǎng)總線技術(shù), 使PCC具有強(qiáng)大的通信和網(wǎng)絡(luò)功能�����。既可通過如PROFIBUS�、CAN的開放式標(biāo)準(zhǔn)現(xiàn)場(chǎng)總線組成面向應(yīng)用、面向未來的工業(yè)控制方案, 也提供給用戶FRAME DRIVER(幀驅(qū)動(dòng)器) 以方便實(shí)現(xiàn)與第三家產(chǎn)品連接通信����。另外,還可以通過MODEM實(shí)現(xiàn)遠(yuǎn)程編程和軟件維護(hù)���。PCC的硬件和軟件都是模塊化的, 可以根據(jù)設(shè)計(jì)者的控制需要組合成具有廠家應(yīng)用特點(diǎn)的專用控制系統(tǒng), 并具有靈活的自由聯(lián)網(wǎng)和擴(kuò)展能力���。PCC的智能模塊內(nèi)部有自己的CPU,閉環(huán)回路本身調(diào)節(jié)由智能模塊自己完成。過程控制的PID調(diào)節(jié)可以達(dá)到50μs 一個(gè)回路�。
4 自動(dòng)控制系統(tǒng)的構(gòu)成和功能
4. 1 系統(tǒng)的硬件組成
鋁塑復(fù)合管生產(chǎn)線自動(dòng)控制系統(tǒng)如圖2 所示�����。選用PCC2005 作為主站, 包括電源模塊PS465 ,
處理器模塊和接口模塊IF060。兩個(gè)從站都選用PCC2003 ,包括溫度輸入模塊,模擬量輸入模塊,模擬量輸出模塊, 數(shù)字量輸入模塊, 數(shù)字量輸出模塊�。1 # 從站控制內(nèi)管部分, 2 # 從站控制外管部分,主站和兩個(gè)從站通過現(xiàn)場(chǎng)CAN總線實(shí)現(xiàn)實(shí)時(shí)通訊。運(yùn)行編程平臺(tái)PG2000 的編程器(可用運(yùn)行Windows 操作系統(tǒng)的微機(jī)) 接在主站進(jìn)行編程�����。Provit5000 用于主站的操作、顯示��、控制。兩個(gè)Panelware2000 分別用于兩個(gè)從站的顯示和操作�。4 臺(tái)E590 直流調(diào)速系統(tǒng)分別驅(qū)動(dòng)內(nèi)管擠出��、內(nèi)管涂膠擠出���、外管擠出、外管涂膠擠出直流電機(jī),它們通過主站處理器模塊的IF2 口以RS422 與PCC 通訊, 由PCC 統(tǒng)一調(diào)整控制參數(shù)和給定值���。5 臺(tái)變頻器分別用于內(nèi)管牽引、內(nèi)管涂膠牽引��、焊管牽引、鋁管牽引和成材牽引的三相交流電動(dòng)機(jī)的驅(qū)動(dòng), 它們通過主站接口模塊的IF2 口以RS485 方式與PCC 通訊����。
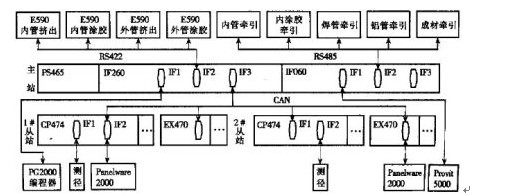
圖2 鋁塑復(fù)合管生產(chǎn)線自動(dòng)控制系統(tǒng)框圖
如表1 中對(duì)功能相同的多個(gè)輸入��、輸出點(diǎn)進(jìn)行了合并�����。從表中能清楚地看出鋁塑復(fù)合管生產(chǎn)線的主要控制信號(hào)�����。
表1 1 # ���、2 # 從站輸入�、輸出控制信號(hào)
|
|
功能 |
|
功能 |
|
功能 |
|
功能 |
|
1#
站
溫
度
輸
入
|
內(nèi)擠筒熱電偶
內(nèi)擠頭熱電偶
真空水槽熱電偶
熱風(fēng)箱熱電偶
內(nèi)涂膠筒熱電偶
內(nèi)涂膠頭熱電偶
內(nèi)擠筒熱電偶
內(nèi)擠頭熱電偶 |
1#
站
數(shù)
字
量
輸
出 |
內(nèi)擠主電機(jī)
涂膠筒加熱
涂膠頭加熱
涂膠筒冷卻
涂膠主電機(jī)
真空泵
管道泵
進(jìn)水閥 |
2#
站
數(shù)
字
量
輸
入 |
鋁管牽引夾緊
鋁管牽引放松
成材牽引夾緊
成材牽引放松
手動(dòng)切割
外擠風(fēng)機(jī)過載
涂膠風(fēng)機(jī)過載
成材牽引過載 |
2#
站
數(shù)
字
量
輸
出
|
外擠筒加熱
外擠頭加熱
外擠筒冷卻
外擠主機(jī)風(fēng)機(jī)
涂膠筒加熱
涂膠頭加熱
涂膠筒冷卻
涂膠主機(jī)電源 |
|
1#
站
數(shù)
字
量
輸
入 |
噴淋水槽起停
熱風(fēng)箱風(fēng)起停
內(nèi)管牽引夾緊
內(nèi)管牽引放松
真空泵過載
內(nèi)擠風(fēng)機(jī)過載
涂膠風(fēng)機(jī)過載 |
2#
站
濕
度
輸
入 |
外擠筒熱電偶
外擠頭熱電偶
外涂筒熱電偶
外涂頭熱電偶
水浸水槽熱電偶
強(qiáng)熱風(fēng)箱熱電偶 |
2#
站
數(shù)
字
量
輸
入 |
前進(jìn)限位
切斷檢測(cè)
翻轉(zhuǎn)置位
翻轉(zhuǎn)復(fù)位
水浸水槽過載
鋁管牽引過載
焊接電流 |
2#
站
數(shù)
字
量
輸
出 |
焊接電流
廢邊卷起
鋁管牽引電源
鋁管牽引夾緊
鋁管牽引放松
成材牽引電源
成材牽引夾緊 |
|
1#
站
數(shù)
字
量
輸
出 |
熱風(fēng)箱風(fēng)機(jī)
內(nèi)牽引電機(jī)
熱風(fēng)箱加熱
超溫報(bào)警
內(nèi)擠筒加熱
內(nèi)擠頭加熱
內(nèi)擠筒冷卻 |
2#
站
模
擬
量
輸
入 |
卷繞轉(zhuǎn)速
卷繞轉(zhuǎn)柜
張力傳感器
焊接電流
|
2#
站
模
擬
量
輸
出 |
卷繞轉(zhuǎn)速給定
卷繞轉(zhuǎn)矩給定
焊接電流
|
2#
站
數(shù)
字
量
輸
出 |
成材牽引放松
吹干風(fēng)機(jī)
卷繞電機(jī)
翻轉(zhuǎn)閥
強(qiáng)熱烘箱
自動(dòng)工作
|
4. 2 系統(tǒng)的軟件設(shè)計(jì)
用PCC 編制用戶程序相對(duì)于傳統(tǒng)的PLC 編程的一個(gè)顯著的優(yōu)點(diǎn)是它的多任務(wù)處理能力�����。它非常適合于控制功能復(fù)雜�、對(duì)實(shí)時(shí)性要求高的鋁塑復(fù)合管生產(chǎn)線���?���;贑PU上分時(shí)多任務(wù)操作系統(tǒng)和PG2000 編程軟件包所提供的靈活多樣的支持, 整個(gè)系統(tǒng)的控制程序采用PL2000 高級(jí)語言和LAD(梯形圖) 混合編制,根據(jù)其不同功能編出獨(dú)立的程序塊,并按實(shí)時(shí)性要求設(shè)定優(yōu)先級(jí)�����。鋁塑復(fù)合管生產(chǎn)線的主要任務(wù)(應(yīng)用程序模塊) 及編程要點(diǎn)為:
(1) 牽引速度的控制與協(xié)調(diào)
牽引速度的控制在鋁塑復(fù)合管生產(chǎn)中是至關(guān)重要的����。它直接影響擠出的管材尺寸和焊接質(zhì)量。如牽引速度太慢,焊頭在鋁帶上停留的時(shí)間長(zhǎng),易將鋁帶焊穿�;如牽引速度太快, 焊接速度跟不上, 則焊不牢。牽引速度還要與擠出速度相匹配,如牽引速度過大,管子表面會(huì)出現(xiàn)竹節(jié)現(xiàn)象���;牽引速度過低則會(huì)出現(xiàn)管材直徑過大而超差����。
系統(tǒng)中牽引速度是根據(jù)焊接速度、擠出速度按一定的公式計(jì)算出速度給定值,通過主站接口模塊的IF2 口, 以RS485 的通信方式送到各變頻器的,并在軟件中將設(shè)定速度與實(shí)際速度進(jìn)行比較,形成速度閉環(huán)控制���。
(2) 溫度的控制
擠出溫度����、模具溫度以及預(yù)熱����、冷卻溫度直接影響成品管的表面質(zhì)量。系統(tǒng)中,溫度采用集中控制,可以直接在人機(jī)界面上顯示實(shí)際溫度和設(shè)定溫度, 從而對(duì)加熱����、冷卻單元進(jìn)行監(jiān)控處理和對(duì)超溫和低溫進(jìn)行報(bào)警。在軟件中還采取了自學(xué)習(xí)功能, 即自動(dòng)記錄不同時(shí)段��、不同原料�����、不同模具下系統(tǒng)所需的參數(shù),存放于PCC的數(shù)據(jù)模塊中�。軟件可以自動(dòng)計(jì)算出不同溫控所需的PID參數(shù),溫度控制精度可達(dá)±1°C�����。
(3) 擠出量控制
擠出量是由PCC 主站處理器上的通信端口IF2 , 以RS422 與E590 直流傳動(dòng)系統(tǒng)通信, 調(diào)節(jié)直
流電機(jī)的轉(zhuǎn)速(即擠出機(jī)螺桿的轉(zhuǎn)速) 來調(diào)整的����。擠出量是按管徑和牽引速度用公式計(jì)算出來的,以內(nèi)外管徑符合標(biāo)準(zhǔn)�、表面光潔為宜����。
(4) 通信程序
在鋁塑復(fù)合管的應(yīng)用程序中,通信程序是很關(guān)鍵的。在PCC 主站和從站之間,主站和擠出機(jī)的直流調(diào)速系統(tǒng),主站與牽引機(jī)的變頻器都是靠通信進(jìn)行數(shù)據(jù)交換的��。主站和從站之間通過CAN 總線實(shí)現(xiàn)通信���。CAN 總線是性能價(jià)格比很好的一種控制總線��。為方便用戶實(shí)現(xiàn)CAN BUS , PCC 產(chǎn)品提供支持CAN BUS 的硬件模塊并自帶CAN接口�����。因此,很容易實(shí)現(xiàn)CAN BUS 物理連接, 并通過簡(jiǎn)單參數(shù)設(shè)置實(shí)現(xiàn)PCC 系列產(chǎn)品之間的通信����。
傳統(tǒng)的PLC其可擴(kuò)展性和開放性都較差,尤其是引入第三方設(shè)備和應(yīng)用多種通信規(guī)約時(shí), 就顯得更困難。幀驅(qū)動(dòng)器是為實(shí)現(xiàn)與第三方設(shè)備之間進(jìn)行通信而設(shè)計(jì)的軟件工具箱�����。通常的數(shù)據(jù)通信,用戶必須對(duì)端口的細(xì)節(jié)了解很清楚, 才能通過編程對(duì)接口各管腳進(jìn)行操作。而幀驅(qū)動(dòng)器將這些操作集中起來, 用戶不必知道接口的細(xì)節(jié), 就可通過幀驅(qū)動(dòng)器命令直接傳輸讀寫數(shù)據(jù)��。如發(fā)送數(shù)據(jù)時(shí), 向幀驅(qū)動(dòng)器申請(qǐng)一個(gè)緩沖區(qū), 然后將要發(fā)送的數(shù)據(jù)寫入申請(qǐng)得到的緩沖區(qū)中,命令幀驅(qū)動(dòng)器傳輸數(shù)據(jù)���。
發(fā)送數(shù)據(jù)時(shí)先使用如下函數(shù):
FRM_Xopen(enable , adr(device) , adr(mode) , adr(config) ,status ,ident );初始化
FRM_gbuf(enable ,ident ,status ,buffer ,buflng)�;申請(qǐng)寫緩存區(qū)
接收數(shù)據(jù)的過程基本相反。先使用如下函數(shù):
FRM_read(enable ,ident ,status ,buffer ,buflng)����;讀數(shù)據(jù)并放在讀緩存區(qū)
由上可以看出, 這比傳統(tǒng)的PLC 編寫與第三方的通信程序要方便得多。
5 結(jié)語
基于可編程計(jì)算機(jī)控制器的鋁塑復(fù)合管生產(chǎn)線自動(dòng)化程度高,控制復(fù)雜��。PCC 的多任務(wù)操作系統(tǒng)提高了實(shí)時(shí)性,開放式CAN總線保證了主�、從站之間信息流的暢通。主站與直流調(diào)速系統(tǒng)����、變頻器以通訊的方式結(jié)合起來, 實(shí)時(shí)修改控制參數(shù), 提高了生產(chǎn)線的自動(dòng)化程度。這套系統(tǒng)投產(chǎn)兩年來運(yùn)行穩(wěn)定����、維護(hù)方便�、安全可靠����。
參考文獻(xiàn):
[1]齊蓉. 最新可編程控制器教程[M] . 西安:西北工業(yè)大學(xué)出版社,2000.
作者: 周立求(1960,男,漢族,湖北黃梅人,碩士,現(xiàn)為華中科技大學(xué)在職博士研究生,黃石高等專科學(xué)校自動(dòng)化系主任,副教授,主要研究方向?yàn)楣S自動(dòng)化產(chǎn)品及應(yīng)用�、電機(jī)控制)
(黃石高等專科學(xué)校自動(dòng)化系, 湖北黃石435003)