ĪĪĪĪ╚╦┴”│╔▒ŠĄ─╔Ž╔²���ĪóįŁ▓─┴ŽārĖ±Ą─╔ŽØqęį╝░╚╦├±Ä┼ģR┬╩Ą─▓╗öÓ╠ß╔²Ż¼▓╗öÓĄ─öDē║╝Å┐Ś�����ĪóĘ■čb╩ął÷Ą─└¹ØÖ┐šķg����Ż¼╚ń║╬£p╔┘ä┌äė┴”Ą─╩╣ė├┴┐Īó£p╔┘ÖC┼_Ą─═Ż▄ćĢrķg����Īó╠ß╔²ÖC┼_Ą─╩╣ė├ą¦┬╩│╔×ķ╣żÅS╣▄└Ēš▀Ų╚į┌├╝Į▐Ą─å¢Ņ}ĪŻ
ĪĪĪĪ─│┐═æ¶╝Ü╝åÖC▄ćķg╣▓ėŗōĒėą110┼_ÖC┼_����Ż¼īŹąą╚²░Ó╣żū„ųŲ�Ż¼├┐╠ņČ╝ąĶę¬╚╦åTĄĮÖC┼_╔Ž│Łīæ«a(ch©Żn)┴┐öĄ(sh©┤)ō■(j©┤)Ż¼╚╗║¾▌ö╚ļĄĮExcel▒ĒĖ±ųą▀MąąĮy(t©»ng)ėŗ�����Ż¼öĄ(sh©┤)ō■(j©┤)Ą─£╩(zh©│n)┤_ąįĪóīŹĢrąį▌^▓Ņ��Ż╗═¼Ģr×ķ┴╦Ę└ų╣▓┘ū„╣ż╔├ūįą▐Ė─╣ż╦ćģóöĄ(sh©┤)Ż¼ąĶę¬╣ż╦ćåTČ©Ģrī”¼F(xi©żn)ł÷ÖC┼_Ą─ģóöĄ(sh©┤)▀MąąČ©Ģrč▓Öz�Ż╗┴Ē═Ō╝åŠĆŲĘĘNūāĖ³ĢrŻ¼ąĶę¬ī”ĄĮ▄ćķgī”├┐éĆÖC┼_Ą─ģóöĄ(sh©┤)▀Mąąę╗ę╗š{(di©żo)š¹�Ż¼┘MĢr┘M┴”Ż¼ÖC┼_│÷¼F(xi©żn)╣╩šŽĢr�Ż¼¤oĘ©╝░Ģr┴╦ĮŌĄĮŻ¼ĮĄĄ═┴╦ÖC┼_Ą─╩╣ė├ą¦┬╩��ĪŻ×ķ┴╦╠ß╔²╝Å╝å╣żÅSš¹¾wą¦ęµ�����Ż¼┐═æ¶ąĶę¬ę╗╠ūĖ▀ąįār▒╚���Īó┐╔┐┐ąįĖ▀Īóęūė┌▓┘ū„Ą─ą┼ŽóŽĄĮy(t©»ng)����Ż¼┼_▀_╝Ü╝åÖCą┼Žó╗»ŽĄĮy(t©»ng)┐╔ęį╩╣┐═æ¶╚▌ęūĄ─īŹ¼F(xi©żn)ÖC┼_Ą─╣▄└ĒĪó╚½▄ćķgš¹¾w▒O(ji©Īn)┐ž��Īó╣ż╦ćģóöĄ(sh©┤)ą▐Ė─�����Īó╔·«a(ch©Żn)ł¾▒ĒĮy(t©»ng)ėŗĄ╚╣”─▄���ĪŻ
ĪĪĪĪ1 ĮŌøQĘĮ░Ė
ĪĪĪĪ┐═æ¶ÖC┼_Ą─╝Ü╝åÖC▓╔ė├Ą─╩Ū┼_▀_Ą─┐žųŲĘĮ░Ė�Ż¼×ķ"╬─▒Š+PLC+PLC"Ą─ĘĮ╩Į�Ż¼╬─▒Š▓╔ė├DVP-TP04AS2����Ż¼PLC▓╔ė├DVP 24ESŻ¼Č°ūāŅlŲ„▓╔ė├┼_▀_īŻ×ķ╝Å┐ŚąąśI(y©©)╔µ╝░Ą─¤o╔ó¤ß’L(f©źng)╔╚Ą─ŲĮ░ÕÖCą═VFD-B-PŽĄ┴ąūāŅlŲ„��Ż¼╚ńłD1╦∙╩Š�ĪŻ

ĪĪĪĪłD1 ŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)łD
ĪĪĪĪė╔ė┌įŁ▒ŠÖC┼_╔Ž▀xō±Ą─PLC×ķų╗ėąā╔éĆ═©ėŹ┐┌Ą─DVP ESŽĄ┴ą�����Ż¼Č°į┌ÖC┼_╔Žę“ąĶę¬║═╬─▒Š’@╩ŠŲ„╝░ūāŅlŲ„═©ėŹ��Ż¼ę“┤╦PLCĄ─ā╔éĆ═©ėŹ┐┌Š∙ęč▒╗š╝ė├Ż¼Č°╬─▒Š’@╩ŠŲ„│²╚ź┼cPLC═©ėŹĄ─RS232Įė┐┌���Ż¼╚į╚╗ėąę╗éĆRS-485═©ėŹĮė┐┌┐šķeŻ¼ę“┤╦▀xō±┤╦485═©ėŹ┐┌×ķöĄ(sh©┤)ō■(j©┤)ÖC┼_öĄ(sh©┤)ō■(j©┤)Ą─▓╔╝»║═ą▐Ė─Įė┐┌����Ż¼¤oąĶį┘į÷╝ėŅ~═ŌĄ─öĄ(sh©┤)ō■(j©┤)▓╔╝»Ų„Ż¼╣Ø(ji©”)╩Ī┴╦┐═æ¶Ą─═Č╚ļ│╔▒Š�ĪŻ
ĪĪĪĪĖ∙ō■(j©┤)öĄ(sh©┤)ō■(j©┤)Ą─▓╔╝»┴„│╠��Ż¼ą┼ŽóŽĄĮy(t©»ng)Ęų│╔╚²īė�����Ż¼╚ńłD2╦∙╩Š��Ż¼ūįŽ┬Č°╔Žę└┤╬×ķŻ║
ĪĪĪĪįO(sh©©)éõīėŻ║ÖC┼_Ą─╬─▒Š’@╩ŠŲ„ī”PLC▀Mąąūxīæ┐žųŲ�����Ż╗
ĪĪĪĪöĄ(sh©┤)ō■(j©┤)Į╗ōQīėŻ║öĄ(sh©┤)ō■(j©┤)Į╗ōQīėĄ─PLC┼cĖ„éĆÖC┼_Ą─╬─▒Š’@╩ŠŲ„▀MąąöĄ(sh©┤)ō■(j©┤)Į╗ōQ�Ż╗
ĪĪĪĪą┼ŽóīėŻ║PCĄ─öĄ(sh©┤)ō■(j©┤)ūxīæ─ŻēKī”┼cöĄ(sh©┤)ō■(j©┤)Į╗ōQīėPLC▀MąąöĄ(sh©┤)ō■(j©┤)Į╗ōQ�����ĪŻ
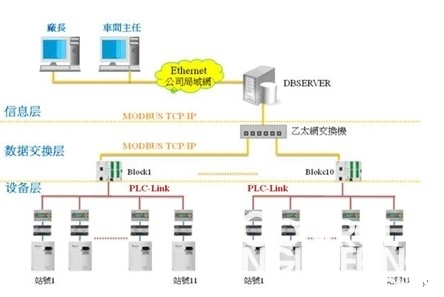
ĪĪĪĪłD2 ŽĄĮy(t©»ng)╝▄śŗ(g©░u)łD
ĪĪĪĪ1.1 įO(sh©©)éõīė
ĪĪĪĪ▓╔ė├ModbusĘĮ╩Į═©ėŹ����Ż¼īóÖC┼_╔Ž╦∙ąĶę¬ūxīæĄ─╣ż╦ćģóöĄ(sh©┤)▀Mąą░ßęŲĪó╝»ųą╗»╠Ä└Ē����Ż¼£p╔┘▓╗▀B└m(x©┤)ĄžųĘūxīæĦüĒĄ─Ą═ą¦┬╩��Ż¼├┐éĆÖC┼_ąĶę¬ūx╚ĪĄ─ģóöĄ(sh©┤)▀_ĄĮ90éĆūų�Ż¼īæ╚ļ▀_ĄĮ20éĆūų��ĪŻ
ĪĪĪĪ1.2 öĄ(sh©┤)ō■(j©┤)Į╗ōQīė
ĪĪĪĪį┌öĄ(sh©┤)ō■(j©┤)Į╗ōQīėųą���Ż¼ė├┼_▀_DVP 28SVū„×ķų„šŠ��Ż¼ī”ÖC┼_Ą─TP╬─▒Š’@╩ŠŲ„ų▒Įė▀MąąöĄ(sh©┤)ō■(j©┤)Ą─ūx╚Ī║═īæ╚ļ���ĪŻų„Å─PLCĄ─═©ėŹģf(xi©”)ūh▓╔ė├PLC-Link▀MąąŻ¼PLC-Link╩Ū┼_▀_╗∙ė┌Modbusķ_░l(f©Ī)Ą─ę╗ĘN═©ėŹĘĮ╩Į�����Ż¼Š▀éõÅ─šŠūįäėé╔£y╣”─▄��Ż¼Å─šŠöÓŠĆ╠ß╩Š�����Ż¼Å─šŠöĄ(sh©┤)ō■(j©┤)Į╗ōQųĖ╩ŠĄ╚╣”─▄�Ż¼ę╗éĆų„šŠūŅČÓ┐╔ęį║═32┼_PLCÅ─šŠ▀MąąöĄ(sh©┤)ō■(j©┤)Į╗ōQŻ¼═©ėŹ╦┘Č╚ūŅĖ▀┐╔▀_115kbps�Ż¼├┐┤╬ūŅ┤¾ūx╚ĪūųöĄ(sh©┤)100éĆ��Ż¼ūŅ┤¾īæ╚ļūųöĄ(sh©┤)100éĆ�����ĪŻ
ĪĪĪĪ┐╝æ]ĄĮūxīæų▄Ų┌Ż¼├┐éĆöĄ(sh©┤)ō■(j©┤)Į╗ōQīėĄ─PLC▀BĮė11éĆÖC┼_����ĪŻš¹éĆ▄ćķgĄ─╦∙ėąÖC┼_ģóöĄ(sh©┤)┐╔į┌▓╗ĄĮ2├ļā╚(n©©i)═Ļ│╔ģóöĄ(sh©┤)Ą─ūx╚ĪĪŻ
ĪĪĪĪ1.3 ą┼Žóīė
ĪĪĪĪą┼Žóīė═©▀^╣żśI(y©©)ęį╠½ŠW(w©Żng)▀MąąöĄ(sh©┤)ō■(j©┤)Į╗ōQ����Ż¼╣żśI(y©©)ęį╠½ŠW(w©Żng)æ{ĮĶĖ▀╦┘Īóęūė┌öUš╣Ą╚╠ž³c���Ż¼╬³ę²įĮüĒįĮČÓė├æ¶Ż¼▒ŠĒŚ─┐ųąų„ę¬▓╔ė├Modbus TCPģf(xi©”)ūh����Ż¼öĄ(sh©┤)ō■(j©┤)Į╗ōQīėĄ─PLC┐╔═©▀^ū¾é╚(c©©)öUš╣Ą─ęį╠½ŠW(w©Żng)─ŻēKDVP EN01Ż¼┼c╣ż┐žÖC▀MąąöĄ(sh©┤)ō■(j©┤)Į╗ōQ���ĪŻ
ĪĪĪĪą┼ŽóŽĄĮy(t©»ng)Ą─▄ø╝■ų„ę¬ė╔8éĆ╣”─▄ēKĮM│╔Ż║
ĪĪĪĪ1Ż®įO(sh©©)éõ╣▄└Ē─ŻēKŻ║┐╔ī”įO(sh©©)éõĄ─ą═╠¢ĪóęÄ(gu©®)Ė±Ą╚ģóöĄ(sh©┤)▀MąąĮy(t©»ng)ę╗╣▄└Ē�����Ż╗
ĪĪĪĪ2Ż®öĄ(sh©┤)ō■(j©┤)Į╗ōQ─ŻēKŻ║öĄ(sh©┤)ō■(j©┤)▓╔╝»─ŻēKė├ė┌½@╚ĪįO(sh©©)éõĄ─«a(ch©Żn)┴┐��Īó╣ż╦ćģóöĄ(sh©┤)��Īół¾Š»ą┼ŽóĄ╚ą┼ŽóŻ¼ė├ė┌«a(ch©Żn)ŲĘ╚½│╠ūĘ╦▌���Ż╗
ĪĪĪĪ3Ż®łDą╬╗»▒O(ji©Īn)┐ž─ŻēKŻ║īó▓╔╝»─ŻēK▓╔╝»ĄĮĄ─öĄ(sh©┤)ō■(j©┤)▀Mąą═©▀^╬─ūų����Īó▒ĒĖ±����ĪółDŲ¼Ą╚ĘĮ╩Į’@╩ŠŻ¼═©▀^─ŻēK┐╔▒O(ji©Īn)┐žĄĮ▄ćķg├┐ę╗éĆÖC┼_Ą─╔·«a(ch©Żn)ą┼Žó���Ż¼░³└©ÖC┼_Ą─▀\ąąļŖ┴„��Īó«ö(d©Īng)Ū░«a(ch©Żn)┴┐���Īó▀\ąąĢrķgĄ╚Ż¼═©▀^łDą╬����Īóäė«ŗĄ─ĘĮ╩Į���Ż¼▀Ć┐╔Ė³ų▒ė^ĄžĘ┤æ¬(y©®ng)╔·«a(ch©Żn)¼F(xi©żn)ł÷Ą─ą┼ŽóŻ╗
ĪĪĪĪ4Ż®ģóöĄ(sh©┤)╣▄└Ē─ŻēKŻ║┐╔ęįį┌▀Mąą«a(ch©Żn)ŲĘŪąōQĢr▀Mąą��Ż¼ī”╣ż╦ćģóöĄ(sh©┤)▀Mąą┼·┴┐ą▐Ė─���Ż╗
ĪĪĪĪ5Ż®ł¾▒ĒĮy(t©»ng)ėŗ─ŻēKŻ║ł¾▒Ē╣”─▄┐╔ęįĖ∙ō■(j©┤)┐═æ¶įO(sh©©)Č©�����Ż¼Č©Ģr╔·│╔╚šł¾Īóų▄ł¾���Īóį┬ł¾Ą╚����Ż¼Ė±╩Į┼cExcel═Ļ╚½╝µ╚▌����Ż╗
ĪĪĪĪ6Ż®öĄ(sh©┤)ō■(j©┤)Äņ─ŻēKŻ║ė├ė┌┤µā”«a(ch©Żn)┴┐Ą╚ĻP(gu©Īn)µIöĄ(sh©┤)ō■(j©┤)�Ż¼ęį▒Ńł¾▒ĒĮy(t©»ng)ėŗ─ŻēKš{(di©żo)ė├Ż╗
ĪĪĪĪ7Ż®Web▒O(ji©Īn)ęĢ─ŻēKŻ║ė├æ¶┐╔į┌Šųė“ŠW(w©Żng)ā╚(n©©i)═©▀^ŠW(w©Żng)ĒōĄ─ĘĮ╩Į▀Mąą┴╦ĮŌ▄ćķgĄ─╔·«a(ch©Żn)ĀŅør�����Ż╗
ĪĪĪĪ8Ż®ł¾Š»─ŻēKŻ║┐╔īŹĢr’@╩ŠÖC┼_Ą─ł¾Š»ĀŅør���Ż¼▓óūĘ╦▌ł¾Š»Üv╩Ę�����ĪŻ
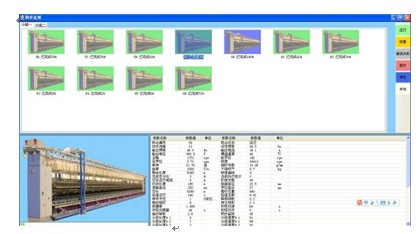
ĪĪĪĪłD3 ÖC┼_ģóöĄ(sh©┤)▒O(ji©Īn)ęĢ«ŗ├µ
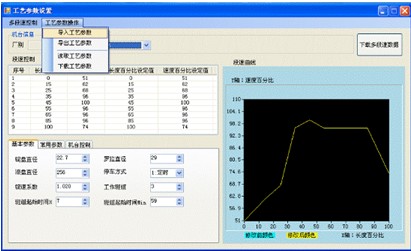
ĪĪĪĪłD4 ╣ż╦ćģóöĄ(sh©┤)įO(sh©©)ų├«ŗ├µ

ĪĪĪĪłD5 ╔·«a(ch©Żn)ł¾▒Ē─ŻēK
ĪĪĪĪ2 īŹ╩®ĮY(ji©”)╣¹
ĪĪĪĪ═©▀^╝Ü╝åÖCą┼ŽóŽĄĮy(t©»ng)Ż¼┐═æ¶┐╔╔ŅŪąĄ─Ėą╩▄ĄĮą┼Žó╗»Ä¦üĒĄ─║├╠Ä�����ĪŻ
ĪĪĪĪ1Ż®╚ĪŽ¹┴╦├┐╠ņ«a(ch©Żn)┴┐öĄ(sh©┤)ō■(j©┤)│Łīæ�Īó▌ö╚ļ�����Ż¼╚ĪČ°┤·ų«Ą─╩Ūł¾▒ĒĮy(t©»ng)ėŗ╣”─▄���Ż¼╣Ø(ji©”)╩Ī┴╦ä┌äė┴”Ą─╩╣ė├┴┐���Ż¼═¼Ģr£p╔┘╚╦×ķĄ─š`▓ŅĪŻ
ĪĪĪĪ2Ż®╚ĪŽ¹┴╦╣ż╦ć╚╦åTĄ─ģóöĄ(sh©┤)č▓Öz�Ż¼╣Ø(ji©”)╩Ī┴╦ĢrķgŻ¼«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐ėąĖ³┤¾Ą─▒ŻšŽ����ĪŻ
ĪĪĪĪ3Ż®Č°ģóöĄ(sh©┤)╣▄└Ē─ŻēKęį▒▄├Ō┴╦Ė³Ė─ģóöĄ(sh©┤)Ģrųę╗ą▐Ė─įņ│╔Ą─Ģrķg└╦┘MŻ¼═©▀^┼õĘĮĄ─ĘĮ╩Į▀MąąģóöĄ(sh©┤)Ą─ą▐Ė─�Ż¼£p╔┘┴╦Ė³ōQŲĘĘN╦∙ąĶꬥ─Ģrķg��Ż¼╩╣Ą├╔·«a(ch©Żn)Ė³╝ėĄ─ņ`╗Ņ�����ĪŻ
ĪĪĪĪ4Ż®ī”ė┌įO(sh©©)éõČ°čį��Ż¼╚¶│÷¼F(xi©żn)╣╩šŽå¢Ņ}Ģr����Ż¼┐╔ęįĄ┌ę╗Ģrķg┌sĄĮ¼F(xi©żn)ł÷�Ż¼£p╔┘įO(sh©©)éõ═ŻÖCĢrķg�Ż¼═¼ĢrÖC┼_Ą─╣╩šŽėøõø┐╔ū„×ķįO(sh©©)éõŠSūo▒ŻB(y©Żng)Ą─ę└ō■(j©┤)����ĪŻ

ĪĪĪĪłD6 ĒŚ─┐īŹ╩®║¾¼F(xi©żn)ł÷▄ćķg
ĪĪĪĪ─┐Ū░�Ż¼┼_▀_╝Ü╝åÖCą┼Žó╗»ŽĄĮy(t©»ng)ęčĮø(j©®ng)į┌ć°ā╚(n©©i)Ą─▓┐Ęų╝Å╝åÅSķ_╩╝åóė├�����Ż¼║▄║├ĄžĮŌøQ┴╦╝Å┐ŚŲ¾śI(y©©)╔·«a(ch©Żn)ū„śI(y©©)▀^│╠║═╣▄└ĒĄ─å¢Ņ}��Ż¼×ķŲ¾śI(y©©)Š½║å╣▄└Ē╚╦åTĪó╠ßĖ▀«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐�Īóā×(y©Łu)╗»╔·«a(ch©Żn)š{(di©żo)Č╚╠ß╣®┴╦┐╔┐┐Ą─ę└ō■(j©┤)Ż¼ĮoŲ¾śI(y©©)ĦüĒ┴╝║├Ą─╔ńĢ■║═Įø(j©®ng)Ø·ą¦ęµ�����ĪŻ