1 “˝—‘
ÎS÷¯¨F(xi®§n)¥˙ªØø∆ººµƒ∞l(f®°)’π��£¨ºèøó…˙Æa(ch®£n)π§Àᵃ∏ƒþM÷∏þ�£¨ÞD(zhu®£n)±≠ºèºÜ‘⁄ºèøóπ§Àáþ^≥Ã÷–µƒë™(y®©ng)”√‘ΩÅÌ‘ΩèV∑∫°£ºèøó∆ÛòI(y®®)å¶ÞD(zhu®£n)±≠ºèºÜôCµƒø…øø–‘∫Õ“◊≤Ÿ◊˜–‘÷≥ˆ¡À∏¸∏þµƒ“™«Û�°£Ç˜Ωy(t®Øng)µƒøÿ÷∆∑Ω Ω «≤…”√È_≠h(hu®¢n)øÿ÷∆£¨ÎäôCµƒþ\––Ól¬ Õ®þ^◊ÉÓl∆˜√Ê∞ ÷π§‘O(sh®®)÷√��£¨þ@∑N∑Ω Ω¥Ê‘⁄øÿ÷∆æ´∂»≤Ó£¨»ÀôCΩªª•–‘≤Óµ»“ªœµ¡–ÜñÓ}��£¨þ@æÕ–Ë“™È_∞l(f®°)≥ˆ∏¸∫œ¿Ìµƒøÿ÷∆œµΩy(t®Øng)ÅÌ÷∏þôC∆˜µƒþ\––æ´∂»∫Õ∏ƒ…∆»ÀôCΩªª•–‘����°£PLCø…æé≥Ãøÿ÷∆∆˜ø…øø–‘∏þ°¢øπ∏…î_ƒÐ¡¶èä��°¢ π”√∑Ω±„µ»Éû(y®≠u)¸c��£¨À˘“‘‘ΩÅÌ‘Ω±ªèV∑∫µƒë™(y®©ng)”√”⁄å¶ÞD(zhu®£n)±≠ºèºÜôCµƒ¨F(xi®§n)àˆøÿ÷∆œµΩy(t®Øng)��°£
≈_þ_(d®¢)ƒø«∞ø…ûÈøÕëÙ÷π©PLCøÿ÷∆∆˜�°¢»ÀôCΩÁ√Ê°¢◊ÉÓlÚå(q®±)Ñ”∆˜�����°¢À≈∑˛Úå(q®±)Ñ”∆˜��°¢îµ(sh®¥)øÿœµΩy(t®Øng)µ»œµ¡–◊‘Ñ”ªØÆa(ch®£n)∆∑�£¨ø…“‘œÚøÕëÙ÷π©ÕÍ…∆ø…øøµƒôCÎ䓪ÛwªØΩ‚õQ∑Ω∞∏�����°£±æŒƒ“‘≈_þ_(d®¢)DVPœµ¡–PLCûÈ∫À–ƒ∏ƒþM‘O(sh®®)”ã¡À“ªÃ◊øÿ÷∆œµΩy(t®Øng)£¨åç¨F(xi®§n)ºèºÜøÿ÷∆–‘ƒÐµƒÃ·∏þ�°£
2°°ÞD(zhu®£n)±≠ºèºÜπ§Àá∑÷Œˆ
ÞD(zhu®£n)±≠ºèºÜ“‘«∞“≤∑Qö‚¡˜ºèºÜ£¨åŸ”⁄◊‘”…∂ÀºèºÜ∑Ω∑®��°£À¸ «ƒø«∞∏˜∑N–¬–ÕºèºÜ÷–ð^ûÈ≥… Ï����°¢≤¢º∫¥Û¡øÕ∆èVë™(y®©ng)”√µƒ“ª∑NºèºÜ–¬ºº–g(sh®¥)°£
◊‘”…∂ÀºèºÜ∑Ω∑®≈cǘΩy(t®Øng)µƒºèºÜ∑Ω∑®≤ªÕ¨÷ÆÃé‘⁄”⁄£∫‘⁄ºèºÜþ^≥Ã÷–ðîÀÕµƒ¿wæS≤ª‘Ÿ «þB¿m(x®¥) µƒ∂¯ «–Œ≥…°∞îý¡—°±��°£“Ú¥À����£¨þ@æÕ–Ë“™π©ë™(y®©ng)µƒ¿wæS‘⁄∫Ð∏þµƒÀŸ∂»œ¬Æa(ch®£n)…˙∑«≥£ºö(x®¨)µƒ¿wæS¡˜£¨≤¢ ‘⁄ðîÀÕ¿wæSµƒþ^≥Ã÷––Œ≥…°∞îý¡—°±���£¨¿wæS∏˜◊‘¥©þ^°∞îý¡—°±∂¯ƒ˝æ€��£¨’≥∏Ω”⁄ºÜólµƒ◊‘”…∂ÀºÜ Œ≤º”ƒÌ≥…ºÜ�°£≥…ºÜþ^≥Óª∞„∞¸¿®ŒπΩo�°¢È_À…°¢ƒ˝æ€��°¢º”ƒÌ∫ÕæÌ¿@���°£

àD1 ÞD(zhu®£n)±≠ºè’˚ôC
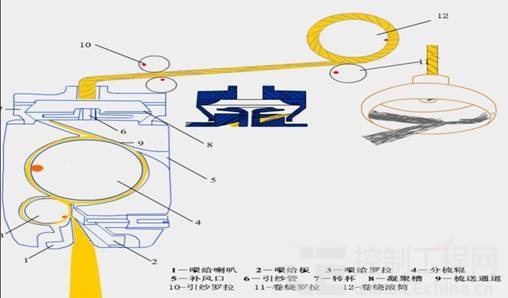
àD2 ÜŒÂVÞD(zhu®£n)±≠ºèºèºÜþ^≥Ã
àD1∫ÕàD2∑÷ÑeûÈÞD(zhu®£n)±≠ºè’˚ôCåçŒÔàD∫ÕÜŒÂVÞD(zhu®£n)±≠ºèºèºÜþ^≥à 擂àD
ÞD(zhu®£n)±≠ºèºÜôCµƒÎäö‚øÿ÷∆œµΩy(t®Øng)÷˜“™∞¸¿®ÀƒÇÄ∑Ω√ʵƒøÿ÷∆£∫
A. ÜŒÂVµƒøÿ÷∆�£¨–Ë“™åç¨F(xi®§n)îýºÜôzúy∫ÕòÀ(bi®°o) æàÛæØ£ª
B. ûȱ£◊C∆Ñ”∫ÕÕ£ôCïr≤ªîýºÜ����£¨ºè±≠ÀŸ∂»°¢“˝ºÜÎäôC≈cŒπ√ÞÎäôC÷ÆÈgµƒÑ”◊˜±ÿÌöÖf(xi®¶)’{(di®§o)Õ¨≤Ω�����£¨Õ¨ïr“™«Ûð^∏þµƒÀŸ∂»æ´∂»∫ÕÑ”ëB(t®§i)Ìëë™(y®©ng)��£ª
C. ±£◊CÜŒÂVøÿ÷∆≈c÷˜øÿµƒîµ(sh®¥)ì˛(j®¥)Õ®”çø…øø±„Ωð���£ª
D. °»•ôC–µÕπðÜôCòã(g®∞u)�����£¨åç¨F(xi®§n)ºèºÜþ^≥Ã÷–∑¿ØB∫Õ∑¿”≤þÖµƒÎä◊”ªØ£ª£®þx≈‰£©
3 ÞD(zhu®£n)±≠ºèøÿ÷∆œµΩy(t®Øng)òã(g®∞u)ºÐ
ÞD(zhu®£n)±≠ºè‘O(sh®®)lj÷–�����£¨ÜŒÂVºèºÜ∆˜÷–Œπ√Þ¡_¿≠≤…”√≤ΩþMÎäôCÚå(q®±)Ñ”����£ª∑÷ ·π˜∫ÕÞD(zhu®£n)±≠≤…”√◊ÉÓlÚå(q®±)Ñ”����£¨˝àéßå¢Ñ”¡¶∑÷≈‰∏˜ÂV���£ª“˝ºÜ¡_¿≠Õ¨ò”≤…”√◊ÉÓløÿ÷∆�����£¨¿˚”⁄“˝ºÜèࡶµƒÕ¨≤Ωøÿ÷∆��£ªÜŒπù(ji®¶)¸cøÿ÷∆÷–�£¨≤…”√≈_þ_(d®¢) DVP12SC –Õ PLC��£¨ÜŒ≈_PLC∞l(f®°)ÀÕ4¬∑√}õ_���£¨ø…™ö¡¢øÿ÷∆4ÂVºèºÜ∆˜µƒ4≈_Œπ√Þ≤ΩþMÎäôC�����£ª’˚Ûwòã(g®∞u)ºÐ»ÁàD3À˘ æ£∫

àD 3 ª˘”⁄≈_þ_(d®¢)Æa(ch®£n)∆∑µƒÞD(zhu®£n)±≠ºèœµΩy(t®Øng)øÿ÷∆òã(g®∞u)ºÐ
‘⁄’˚ÇÄœµΩy(t®Øng)òã(g®∞u)ºÐàD÷–,åß(d®£o)ºÜóUµƒøÿ÷∆∑÷ôC–µÕπðܪÚÎä◊”À≈∑˛øÿ÷∆���£¨–Ë∏˘ì˛(j®¥)øÕëÙ‘O(sh®®)lj∂¯∂®����°£ôC–µÕπðÜ‘⁄åçÎH π”√÷–æþ”–“◊ƒ•ìp�����°¢’{(di®§o)’˚≤ª±„���£¨‘O(sh®®)lj≥…±æ∏þµ»»±¸c�����£ª¿˚”√¨F(xi®§n)¥˙À≈∑˛øÿ÷∆ºº–g(sh®¥)»°¥˙ôC–µÕπðÜåç¨F(xi®§n)åß(d®£o)ºÜµƒ∑¿ØB∫Õ∑¿”≤þÖ≥…ûÈ∆‰∞l(f®°)’π⁄ÖÑð����°£
±æòã(g®∞u)ºÐª˘”⁄DevicenetøÇæÄøÿ÷∆ƒ£ Ω���£¨æþ”–øπ∏…î_ƒÐ¡¶èä�°¢Õ®”çîµ(sh®¥)ì˛(j®¥)¡ø¥Û����°¢Ìëë™(y®©ng)–‘∫√µ»Ãÿ¸c£ªÕ¨ïrŒ“ÇÉ“≤Ã·π©ª˘”⁄R485 Õ®”çøÿ÷∆ƒ£ ΩµƒÞD(zhu®£n)±≠ºèøóøÿ÷∆∑Ω∞∏
4���°¢Îä◊”∑¿ØBºÜπ¶ƒÐµƒåç¨F(xi®§n)
∏˘ì˛(j®¥)øÕëÙµƒ‘O(sh®®)lj–°«…æoú굃Ãÿ¸c���£¨Œ“ÇÉΩoøÕëÙ≈‰÷√¡À“‘œ¬Æa(ch®£n)∆∑£¨
4.1 Îä◊”∑¿ØBµƒøÿ÷∆‘≠¿Ì
“™åç¨F(xi®§n)ÕπðÜþ\Ñ”µƒæ´¥_øÿ÷∆��£¨æÕ–ËΩ®¡¢ôC–µÕπðÜþ\Ñ”îµ(sh®¥)åW(xu®¶)«˙æÄ�£¨Õ®þ^å¶∑¿ØB¿@þ\Ñ”∑÷Œˆ£¨ ∑¿ºÜæÄØB¿@åçÎHæÕ «∏ƒ◊É√ø唺Üæĵƒåß(d®£o)ºÜΩ«≤ª“ª÷¬�����£¨“ª∞„’J(r®®n)ûÈ‘⁄10唓‘…œæÕ≤ªï˛‘Ÿ∞l(f®°)…˙ØB ¿@����£¨Õ®À◊µƒ÷vµ⁄“ªå”µƒåß(d®£o)ºÜΩ«∫Õµ⁄ Æ“ªå”åß(d®£o)ºÜΩ«œýÕ¨“≤≤ªï˛∞l(f®°)…˙ØB¿@°£åß(d®£o)ºÜΩ«µƒ”ãÀ„∑Ω∑®»Á œ¬àD 4 À˘ æ��°£
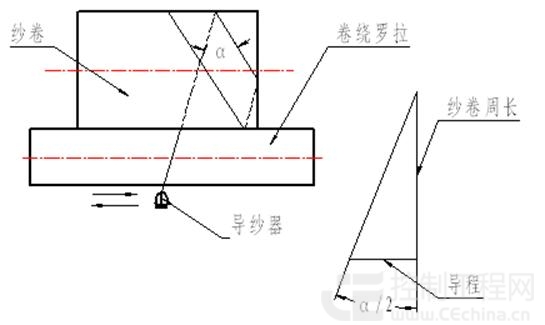
àD 4 åß(d®£o)ºÜΩ« æ“‚
åß(d®£o)ºÜΩ«”ãÀ„π´ Ω»Áœ¬£∫
tg(¶¡/2)=h/¶–D ¢Ÿ
Ω÷–£∫h°™°™ºÜæÌæÌ¿@“ª÷Ðåß(d®£o)ºÜ∆˜––≥ã®mm£©
D °™°™ºÜæÌ÷±èΩ£®mm£©
h=V°¡t°¡1000 ¢⁄
Ω÷–£∫V°™°™åß(d®£o)ºÜÀŸ∂»£®m/min£©
t °™°™ºÜæÌæÌ¿@“ª÷ÐÀ˘–ËïrÈg£®min£©
t= ¶–D/£®1000°¡V1£© ¢€
Ω÷–£∫V1°™°™“˝ºÜÀŸ∂»£®m/min£© 墢⁄���°¢¢€ Ω¥˙»Î¢Ÿ Ωµ√£∫
tg(¶¡/2)=V/V1 ¢Ð
èƒ Ω¢Ð÷–ø…ø¥≥ˆ���£¨“™∏ƒ◊Éåß(d®£o)ºÜΩ«÷ª–Ë∏ƒ◊É“˝ºÜÀŸ∂»ªÚ?q®±)ߺÜÀŸ∂»���£¨ºèºÜ∆∑∑N¥_∂®∫Û“˝ºÜÀŸ∂» «∫„∂®≤ª◊ɵƒ£¨“Ú¥À“™∏ƒ◊Éåß(d®£o)ºÜΩ«æÕ±ÿÌö◊ɪØåß(d®£o)ºÜÀŸ∂»���°£ûÈ∫ܪØøÿ÷∆≥ÖÚ�����£¨‘O(sh®®)∂®‘⁄√ø“ªÇÄ Õ˘∑µÑ”≥ã®ûÈ“ªÇÄ–°÷Ð∆⁄£©É»(n®®i)åß(d®£o)ºÜÀŸ∂»≤ª◊É�£¨œýý赃5ÇÄ–°÷Ð∆⁄åß(d®£o)ºÜÀŸ∂»≤ªœýÕ¨�����£¨åß(d®£o)ºÜÀŸ∂» ‘⁄òÀ(bi®°o)ú (zh®≥n)åß(d®£o)ºÜÀŸ∂»µƒ°¿10%◊ɪØ�����£¨þB¿m(x®¥)5ÇÄ–°÷Ð∆⁄òã(g®∞u)≥…“ªÇÄ¥Û÷Ð∆⁄���£¨¥Û÷Ð∆⁄þM––—≠≠h(hu®¢n)����£¨æÕø…“‘þ_(d®¢)µΩ∑¿ØB¿@π¶ƒÐ£®“äàD6£©�����°£
∑¿”≤þÖπ¶ƒÐµƒåç¨F(xi®§n)£¨ôC–µÕπðÜ «“¿øøåß(d®£o)≥Ã’˚ÛwðSœÚ“∆Ñ”ÅÌ∏ƒ◊ɺÜæÄìQœÚ¸cµƒŒª÷√�£¨“‘¥À ÅÌœ˚≥˝”≤þÖµƒ–Œ≥…����£ªÎä◊”ÕπðÜåç¨F(xi®§n)∑Ω∞∏ûÈ£∫∏ƒ◊É–°÷Ð∆⁄É»(n®®i)Ñ”≥õƒæýÎxèƒ∂¯∏ƒ◊ÉìQœÚ¸cµƒŒª÷√£¨ þ_(d®¢)µΩœ˚≥˝”≤þÖµƒƒøµƒ£®“äàD5£©���°£
àD5åß(d®£o)ºÜóUþ\Ñ”«˙æÄàD
4.2 Îä◊”∑¿ØBºÜπ¶ƒÐµƒåç¨F(xi®§n)
ôC–µ…œ–Ë»°œ˚‘≠èÕ(f®¥)ÎsµƒÇ˜Ñ”ΩY(ji®¶)òã(g®∞u)���£¨‘ˆº”À≈∑˛ÎäôC∞≤—bŒª÷√£¨Õ®þ^Õ¨≤ΩéßðÜ��£¨÷±Ω”Úå(q®±)Ñ”åß(d®£o) ºÜóUÅ̪ÿþ\Ñ”��°£»ÁàD6À˘ æ��°£
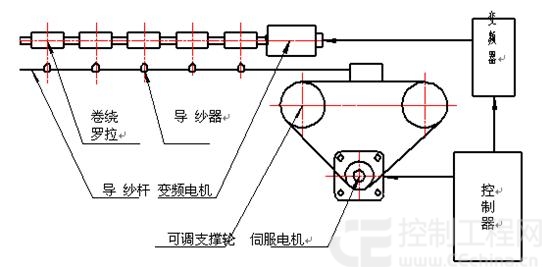
àD 6 åß(d®£o)ºÜÀ≈∑˛ÎäôCµƒÇ˜Ñ”
–Ë“™øºë]µƒ «��£¨åß(d®£o)óUÕ˘èÕ(f®¥)þ\Ñ”÷–�����£¨å¶ôC–µµƒõ_ìÙð^¥Û£¨‘⁄À≈∑˛þx–Õïr�����£¨‘⁄ùM◊„𶬠∫Õ ÞD(zhu®£n)ÀŸ«Èõrœ¬���£¨±M¡øþx”√µÕëT¡øÀ≈∑˛ÎäôC�����°£
‘⁄œµΩy(t®Øng)øÿ÷∆…œ�����£¨À≈∑˛‘⁄Œª÷√ƒ£ Ωœ¬Ω” Ð÷˜ôCPLC√}õ_�£¨‘⁄éߺ”úpÀŸµƒ√}õ_ðî≥ˆøÿ÷∆÷∏¡ÓPLSRœ¬�£¨∏ƒ◊É“ªÇÄ÷Ð∆⁄Å̪ÿ––≥õƒ◊Ó∏þ√}õ_Ól¬ ‘O(sh®®)∂®÷µ£¨º¥ø…åç¨F(xi®§n)��£¨Èg∏Ù÷Ð∆⁄––≥ÃÉ»(n®®i)µƒî[óUÀŸ∂»≤ªÕ¨�����£¨º¥∏ƒ◊Étg(¶¡/2)=V/V1åß(d®£o)ºÜÀŸ∂» V,‘⁄“˝ºÜÀŸ∂»V1≤ª◊ɵƒ«Èõrœ¬�£¨åß(d®£o)ºÜΩ«¶¡º¥∏ƒ◊É����£¨èƒ∂¯þ_(d®¢)µΩ∑¿ØBºÜπ¶ƒÐ��°£
4.3 Îä◊”∑¿”≤þÖπ¶ƒÐµƒåç¨F(xi®§n)
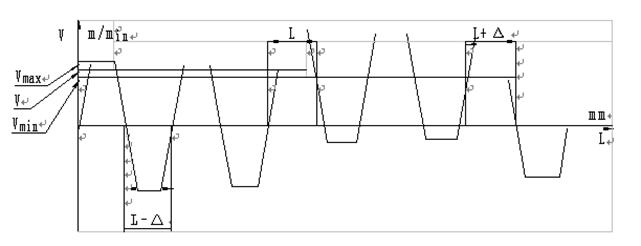
‘⁄»ÀôC÷–‘O(sh®®)∂®ºÜÂV––≥à L="AB" æýÎx���£¨»ÁàD 7

àD7 ≤Ó¿@ÈL∂»∫ÕÕ˘èÕ(f®¥)––≥õƒ æ“‚
‘⁄åçÎHæÌ¿@÷–£¨»Ù“ª÷±∞¥’’ABÕ˘èÕ(f®¥)þ\Ñ”�����£¨ºÜæÄï˛‘⁄É…þÖ–Œ≥…Õπ∆µƒ¨F(xi®§n)œÛ£®À◊∑QÎä◊Ë–ßë™(y®©ng)£©�£¨≤ª¿˚”⁄ºÜæÄ‘⁄œ¬“ªπ§Àá÷–ÕÀ¿@°£ûÈ∑¿÷πºÜÂVµƒÎä◊Ë–ßë™(y®©ng)����£¨–Ë“™î[óUìQœÚ¸c√øå”≤ªÕ¨°£ìQœÚÖ^(q®±)åí∂»‘O(sh®®)”ãïr���£¨Õ≤ºÜ…œ»ÁìQœÚÖ^(q®±)þ^åí�����£¨≤ªÉH»ð“◊–Œ≥…”≤þÖ�£¨∂¯«““◊‘Ï≥…∂À√ÊíϺܣ¨åß(d®£o)÷¬âƒÕ≤ºÜ�°£ìQœÚÖ^(q®±)“ª∞„’ºåß(d®£o)≥õƒ8%£¨‘⁄ìQœÚÖ^(q®±)É»(n®®i)åß(d®£o)ºÜÀŸ∂»èƒ’˝≥£ÀŸ∂»Ωµ÷¡¡„���£¨ºŸ‘O(sh®®)ìQœÚÖ^(q®±)É»(n®®i)∞¥ÑÚúpÀŸþ\Ñ”���£¨ƒ«√¥‘⁄ìQœÚÖ^(q®±)É»(n®®i)Õ¨ò”åß(d®£o)ºÜæýÎx£¨À˘”√ïrÈg «’˝≥£µƒÉ…±∂�°£Æî(d®°ng)åß(d®£o)ºÜÀŸ∂»ûÈ250m/min °¢åß(d®£o)ºÜΩ« 36°„����°¢åß(d®£o)ºÜÑ”≥à 150mm ïr£¨ìQœÚïrÈg t ”ãÀ„»Áœ¬£∫
åß(d®£o)ºÜÀŸ∂»£∫V= V1°¡tg(¶¡/2)=250 °¡tg18°„=81 m/min���£ª
ìQœÚÖ^(q®±)ÈL∂»£∫n=150°¡8%°¡2=24mm ��£ª
ìQœÚïrÈg£∫t=2°¡n/V=2 °¡24/1.35=35.6ms
åçÎHî[óUþ\Ñ”þ^≥ÃåçÎH «£∫––≥ÃûÈ A ¸c÷¡D ¸c�£¨D ¸c÷¡C¸c�����£¨C¸c÷¡B¸c£¨‘Ÿ”…B¸c÷¡A¸c“¿–Ú—≠≠h(hu®¢n)�°£þ@æÕ «’f£¨î[óUÀ≈∑˛√øÇÄ÷Ð∆⁄µƒ√}õ_øÇîµ(sh®¥) «≤ªÕ¨µƒ����£¨ŒÂÇÄ÷Ð∆⁄–‘—≠≠h(hu®¢n)“ª¥Œ£¨√øÇÄ÷Ð∆⁄î[óU––≥Ã◊ÉªØ l= n°¡20%=150°¡8%°¡20%°¡2=4.8mm.�°£
àD8 Îä◊”∑¿ØBπ¶ƒÐµƒÞD(zhu®£n)±≠ºèåß(d®£o)óUÀ≈∑˛∞≤—bΩY(ji®¶)òã(g®∞u)
5��°¢ÞD(zhu®£n)±≠ºèÑ”◊˜þ^≥Ã
1�°¢¸cÑ”þ\––ÝÓëB(t®§i)°™°™»ÀôCΩÁ√Ê÷π©∏˜ÇÄÎäôCµƒ¸cÑ”þ\––���°¢Õ£÷ππ¶ƒÐ≤¢Ô@ æ∏˜ÎäôCÝÓëB(t®§i)����°£
2°¢’˚ôCþ\––ÝÓëB(t®§i)°™°™PLC ∞¥“™«Û“¿¥ŒÜ¢Ñ”ªÚÕ£÷π∏˜ÎäôC≤¢‘⁄»ÀôCΩÁ√ÊÔ@ æ÷˜ôCÝÓëB(t®§i)�����£¨∆‰÷–ðîÀÕéßÎäôCûÈÜŒ™öÑ”◊˜���°£Ü¢Ñ”ªÚÕ£÷πµƒ∏˜ÇÄ≤ΩÛE÷ÆÈgæ˘”–—”ïrïrÈg���£¨—”ïrïrÈg“™«Ûø…“‘‘⁄“ª∂®∑∂á˙É»(n®®i)◊‘”…‘O(sh®®)∂®�����°£
1£©����°¢’˚ôCܢє°™°™PLC ∞¥“™«Û“¿¥ŒÜ¢Ñ”∏˜ÇÄÎäôC�£¨ π‘O(sh®®)ljþM»ÎºèºÜÝÓëB(t®§i)°£Ñ”◊˜Ìò–Ú»Áœ¬£∫ ¸cìÙ’˚ôCܢє∞¥‚o°˙◊ÛÞD(zhu®£n)±≠ÎäôCþ\ÞD(zhu®£n)°˙”“ÞD(zhu®£n)±≠ÎäôCþ\ÞD(zhu®£n)°˙π§ÀáÔL(f®•ng)ôCþ\ÞD(zhu®£n)°˙◊Û∑÷ ·ÎäôCþ\ÞD(zhu®£n)°˙ ”“∑÷ ·ÎäôCþ\ÞD(zhu®£n)°˙“˝ºÜÎäôCþ\ÞD(zhu®£n)°˙≈≈ÎsðîÀÕéßÎäôCþ\ÞD(zhu®£n)���£ª
2£©���°¢’˚ôCÕ£÷π°™°™PLC ∞¥“™«Û“¿¥ŒÕ£÷π∏˜ÇÄÎäôC°£Ñ”◊˜Ìò–Ú»Áœ¬£∫
¸cìÙ’˚ôCÕ£÷π∞¥‚o°˙À˘”–≤ΩþMÎäôCÕ£÷πþ\ÞD(zhu®£n)°˙“˝ºÜÎäôCÕ£÷π°˙∆‰À˚ÎäôCÕ£÷π���°£
6�����°¢ΩY(ji®¶) ¯’Z
Õ®þ^≤…”√“‘…œøÿ÷∆∑Ω∞∏���£¨ð^∫√µƒΩ‚õQ¡ÀǘΩy(t®Øng)ÜŒ∆¨ôCøÿ÷∆÷–ø…øø–‘∫Õ≤Ÿ◊˜±„¿˚–‘≤ª◊„µƒÜñÓ}£¨Õ¨ïr±æŒƒÃΩ”ë¡ÀÞD(zhu®£n)±≠ºè◊Ó–¬øÿ÷∆ºº–g(sh®¥)º∞ª˘”⁄≈_þ_(d®¢)ôCÎäÆa(ch®£n)∆∑µƒåç¨F(xi®§n)þ^≥ð£ë™(y®©ng)”√≈_þ_(d®¢)ÕÍ≥…µƒôCÎäøÿ÷∆Æa(ch®£n)∆∑Êú�����£¨ø…÷π©ø…øøµƒÞD(zhu®£n)±≠ºèøÿ÷∆∑Ω∞∏�£¨Õ¨ïrûÈøÕëÙ÷π©∂®÷∆µƒ≥ÖÚ∑˛Ñ’(w®¥)£¨ÕÍ≥…øÕëÙå¶ÞD(zhu®£n)±≠ºè‘O(sh®®)ljµƒÃÿ ‚øÿ÷∆“™«Û�����°£þ\––åç€`◊C√˜£∫±æœµΩy(t®Øng)≤…”√≈_þ_(d®¢)Æa(ch®£n)∆∑����£¨–‘ƒÐ∑Ä(w®ßn)∂®ø…øø£¨–‘Ér±»∏þ����£¨µ√µΩ◊ÓΩKøÕëÙµƒ’J(r®®n)ø…∫Õ∑Q‘S����°£
°æÖ¢øºŒƒ´I°ø
[1] åO–l(w®®i)á¯.ºèºÜºº–g(sh®¥) .±±æ©£∫÷–᯺èøó≥ˆ∞Ê…Á.2005
[2] ≈_þ_(d®¢) DVP œµ¡– PLC æé≥à ÷É‘.…œ∫££∫÷–þ_(d®¢)ÎäÕ®π…∑ð”–œÞπ´Àæ.2007
[3] ≈_þ_(d®¢) VFD B-P ◊ÉÓl∆˜ π”√ ÷É‘.…œ∫££∫÷–þ_(d®¢)ÎäÕ®π…∑ð”–œÞπ´Àæ.2008