1 “˝—‘
“ª∞„∆’Õ®õ_â∫≥…–ÕôC(j®©)»Á£∫õ_¥≤��£¨÷˜“™ «Õ®þ^ÒRþ_(d®¢)éßÑ”ÔwðÜ��£¨Ç˜Ñ”÷¡∆´–ƒ«˙ðS���£¨èƒ∂¯éßÑ”õ_â∫ƒ£…œœ¬þ\(y®¥n)Ñ”£¨ÕÍ≥…π§º˛õ_â∫þ^≥Ã�����°£þ@∑NǘΩy(t®Øng)µƒõ_â∫∑Ω Ω���£¨…œƒ£ÎSƒ£Ó^…œœ¬þ\(y®¥n)Ñ”�����£¨œ¬ƒ£πÃ∂®���£¨“ªÃ◊ƒ£æþ÷ªƒÐ…˙Æa(ch®£n)ÜŒ“ªÆa(ch®£n)∆∑�����£¨‘Γ٥Û�����£¨’{(di®§o)ƒ£ïrÈgÈL�£¨…˙Æa(ch®£n)–߬ µÕ����£ª±æ’¬ΩÈΩBæ´√Ðõ_â∫≥…–ÕôC(j®©)…œƒ£°¢ƒ∏ƒ£�°¢∏°Ñ”°¢ÀÕ¡œ»´≤ø≤…”√À≈∑˛Úå(q®±)Ñ”����£¨’˚Ã◊ƒ£æþ∂º «ªÓÑ”µƒ£¨Õ®þ^∏˜ÇĪÓÑ”ƒ£µƒŒª÷√ÍP(gu®°n)œµÕ¨“ªÃ◊ƒ£æþæÕø…“‘…˙Æa(ch®£n)≤ªÕ¨“é(gu®©)∏ÒµƒÆa(ch®£n)∆∑���£¨‘O(sh®®)lj’{(di®§o)‘áïrÈg∂Ã��£¨…˙Æa(ch®£n)π§Àá∏¸º”Ï`ªÓ��£¨ø…“‘ùM◊„øÕëÙ∏þæ´∂»��°¢∏þ–߬ õ_â∫æ´√Ðπ§º˛µƒèÕ(f®¥)Îs“™«Û��°£
≈_þ_(d®¢)DVP-20PM00D «“ªøÓ壔√þ\(y®¥n)Ñ”øÿ÷∆–ÕPLC�����£¨∆‰∏þÀŸµƒþ\(y®¥n)À„Ãé¿ÌƒÐ¡¶∫ÕÏ`ªÓµƒÎä◊”ÕπðÜπ¶ƒÐ�����£¨ø…“‘∫Ð∫√µÿåç(sh®™)¨F(xi®§n)∏˜ªÓÑ”ƒ£þ\(y®¥n)Ñ”Ðâ€Eøÿ÷∆���°¢þâðãÑ”◊˜øÿ÷∆°¢÷±æÄ/àAª°≤—a(b®≥)øÿ÷∆µ»����£¨Ω‚õQ¡ÀǘΩy(t®Øng)õ_â∫≥…–ÕôC(j®©)‘Γ٥۰¢Æa(ch®£n)∆∑ÜŒ“ª�°¢’{(di®§o)ôC(j®©)ïrÈgÈL°¢æ´∂»µÕµ»ÜñÓ}����°£
±æŒƒª˘”⁄≈_þ_(d®¢)20PM–ÕÃñPLCÆa(ch®£n)∆∑≈‰∫œ≈_þ_(d®¢)∏þ–‘ƒÐASD-A+À≈∑˛Úå(q®±)Ñ”∆˜ÅÌåç(sh®™)¨F(xi®§n)æ´√Ðõ_â∫≥…–ÕôC(j®©)µƒøÿ÷∆����£¨ûÈòI(y®®)ΩÁ∆µΩ÷ÿ“™µƒΩËËb◊˜”√����°£
2 œµΩy(t®Øng)Îäö‚≈‰÷√
œµΩy(t®Øng)Îäö‚≈‰÷√±Ì»Á±Ì1À˘ æ°£

±Ì1 œµΩy(t®Øng)Îäö‚≈‰÷√±Ì
3 œµΩy(t®Øng)øÿ÷∆ºÐòã(g®∞u)
œµΩy(t®Øng)øÿ÷∆ºÐòã(g®∞u)»ÁàD1À˘ æ���°£

àD1 œµΩy(t®Øng)øÿ÷∆ºÐòã(g®∞u)àD
4 œµΩy(t®Øng)π¶ƒÐåç(sh®™)¨F(xi®§n)
4.1 Îä◊”Õπðܵƒåç(sh®™)¨F(xi®§n)∑Ω Ω
£®1£©X/Y/ZðSœµΩy(t®Øng)Ö¢îµ(sh®¥)≥ı ºªØ
a)π§◊˜ƒ£ Ω‘O(sh®®)∂®:ÜŒŒª�����°¢±∂¬ �����°¢√}õ_–Œ Ω�°¢‘≠¸c(di®£n)ªÿöw∑Ω Ω�����°¢◊¯òÀ(bi®°o)œµ£¨Ö¢îµ(sh®¥)‘O(sh®®)÷√»Á±Ì2À˘ æ��°£
XðS£∫D1816�����£ªYðS£∫D1896����£ªZðS£∫D1976����°£

±Ì2 X/Y/ZðSœµΩy(t®Øng)≥ı ºªØÖ¢îµ(sh®¥)‘O(sh®®)∂®±Ì
b)Ö¢îµ(sh®¥)‘O(sh®®)∂®£∫ÒRþ_(d®¢)þ\(y®¥n)ÞD(zhu®£n)“ª»¶√}õ_îµ(sh®¥)/“∆Ñ”æýÎx°¢◊Ó∏þÀŸ∂»���°¢º§ªÓÀŸ∂»�����°¢‘≠¸c(di®£n)ªÿöwÀŸ∂»�����°¢‘≠¸c(di®£n)èÕ(f®¥)ŒªÀŸ∂»��°¢ÜŒ∂ŒÀŸ∂®ŒªÀŸ∂»����£ª
XðS£∫D1818°´D1832£ªYðS£∫D1898°´D1912�����£ªZðS£∫D1976°´D1992.
£®2£©ÕπðÜπ§◊˜ƒ£ Ω‘O(sh®®)∂®
XðS£∫D1847��£ªYðS£∫D1927�����£ªZðS£∫D2007. π§◊˜ƒ£ Ω‘O(sh®®)÷√»Á±Ì3À˘ æ����°£
±Ì3 X/YðSπ§◊˜ƒ£ Ω‘O(sh®®)∂®±Ì
D1847/D1927/D2007µƒbit11=1,æÕÈ_Ü¢‘ìðSûÈÎä◊”ÕπðܵƒèƒðS°£Õ¨ïr“≤ø…“‘Õ®þ^¥Àπ¶ƒÐ‘O(sh®®)∂®Y/ZèƒðS «∑ÒÖ¢≈cÎä◊”ÕπðÜþ\(y®¥n)Ñ”���°£
£®3£©÷˜ðSÅÌ‘¥
´@»°÷˜ðSŒª÷√”–∂ý∑N∑Ω∑®£∫“ª «≤…”√ÃìîMðS��£¨”ã(j®¨)À„∫ÜÜŒú (zh®≥n)¥_����£ª∂˛ «èƒ÷˜ðSæé¥a∆˜ªÚÀ≈∑˛√}õ_´@»°£¨å¢÷˜ðSæé¥a∆˜–≈ÃñþM(j®¨n)––Ãé¿Ì�£ª»˝ «èƒúy¡øæé¥a∆˜´@»°°£´@µ√æé¥a∆˜–≈Ãñ÷Æ∫Û�����£¨å¢∆‰ìQÀ„≥…÷˜ðSŒª÷√���£ª±æ∞∏≤…”√µƒÃìîM÷˜ðS∑Ω Ω��£¨Õ®þ^20PMÃÿ”–π¶ƒÐ�£¨üo–Ë≈‰æĺ¥ø…∑Ω±„åç(sh®™)¨F(xi®§n)∂ýÇÄÎä◊”ÕπðÜèƒðSπ≤œÌ“ªÇÄÃìîM÷˜ðS°£
±æ∞∏≤…”√ÃìîM÷˜ðS∑Ω Ω°£ÃìðS”çÃñø…“‘ܢєM1909◊åµ⁄“ª≈_20PMµƒYðS◊˜ûÈÃìîM÷˜ðS��£¨µ⁄“ª≈_º∞∫Û¿m(x®¥)20PMµƒXðSàÃ(zh®™)––Îä◊”ÕπðÜèƒðS��£¨M1910ø…“‘øÿ÷∆èƒðS «∑Ò◊∑ÎSÃìîM÷˜ðS��°£M1909∫ÕM1910µƒœýÍP(gu®°n)þBæÄàD»ÁàD2À˘ æ����°£

àD2 M1909∫ÕM1910µƒœýÍP(gu®°n)þBæÄàD
∂ýÇÄ20PMπ≤œÌ“ªÇÄÃìîM÷˜ðSÃé¿Ì∑Ω Ω�£¨∂¯«“üo–Ëì˙(d®°n)–ƒÃìîM÷˜ðSΩõ(j®©ng)∂ýÇÄ20PM∫ÛÕ®”ç—”þt∫Õ–≈ÃñÀ•úp°£
1#20PM M1909=1,M1910=0£ª
2#20PM M1909=0,M1910=1£ª
3#20PM M1909=0,M1910=1��°£
£®4£©Îä◊”ÕπðÜáß∫œ
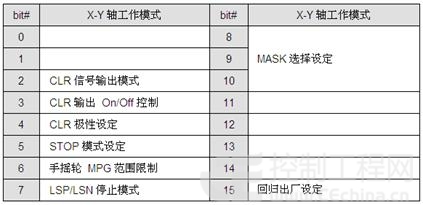
åç(sh®™)ÎH…œ «´@»°÷˜èƒðS÷ÆÈgµƒÍP(gu®°n)œµ£®∑Q÷ÆûÈcam table£©°£cam table”–É…∑N∑Ω∑®±Ì ˆ£∫“ª «≤…”√X����°¢Yµƒ¸c(di®£n)嶸c(di®£n)ÍP(gu®°n)œµ����£ª∂˛ «≤…”√É…’þµƒ∫Øîµ(sh®¥)ÍP(gu®°n)œµ�����°£X-YðSþ\(y®¥n)ÞD(zhu®£n)√¸¡Ó‘O(sh®®)÷√»Á±Ì4À˘ æ����°£

±Ì4 X-YðSþ\(y®¥n)ÞD(zhu®£n)√¸¡Ó‘O(sh®®)÷√±Ì
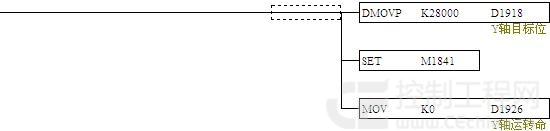
XðSþ\(y®¥n)––√¸¡ÓD1846=H2000,Îä◊”ÕπðÜáß∫œƒ£ Ωº§ªÓ����°£»Áπ˚YðS“≤ûÈèƒðSD1927≤ª–Ë“™ÜŒ™ö(d®≤)‘O(sh®®)∂®�����°£
4.2 Îä◊”ÕπðÜ«˙æÄ…˙≥…
a)CAM ChartΩ®¡¢
CAM «˙æÄ…œ÷˜“™∑÷ûÈ4ÇÄ≤ø∑ð∑÷ÑeûÈ÷˜èƒðSœý嶌ª÷√°¢÷˜èƒðSœýå¶ÀŸ∂»��°¢÷˜èƒðSœý嶺”ÀŸ∂»�°¢º∞◊Óœ¬∑Ωµƒîµ(sh®¥)ì˛(j®¥)‘O(sh®®)∂®�°£
«∞»˝≤ø∑ð”√ÅÌÔ@ æ π”√’þÀ˘‘O(sh®®)∂®µƒCAM Data�£¨∆‰÷–ôMðSµƒ≤ø∑ðΩ‘ûÈ÷˜ðSµƒŒª÷√�£¨øvðS∑÷ÑeûÈèƒðSµƒŒª÷√£¨èƒðS∏˙÷˜ðSµƒÀŸ∂»±»����£¨èƒðS∏˙÷˜ðSµƒº”ÀŸ∂»±»°£‘⁄îµ(sh®¥)ì˛(j®¥)µƒðî»Î…œ CAM Data ”–É…∑N∑Ω∑®±Ì ˆ£∫
“ª «≤…”√÷˜èƒðSµƒ∫Øîµ(sh®¥)ÍP(gu®°n)œµ��£ª∂˛ «≤…”√É…’þµƒ¸c(di®£n)嶸c(di®£n)ÍP(gu®°n)œµ°£
¥ÀÃé≤…”√µ⁄∂˛∑N∑Ω Ω£¨≈‰∫œ≈_þ_(d®¢)”|√˛∆¡èä(qi®¢ng)¥Ûµƒ≈‰∑Ωπ¶ƒÐåç(sh®™)¨F(xi®§n)÷˜ðSΩ«∂»°¢èƒðSŒª÷√µƒÏ`ªÓðî»Î°¢±£¥Ê����£ª…œŒªôC(j®©)Ö¢îµ(sh®¥)‘O(sh®®)÷√àD»ÁàD3À˘ æ°£

àD3 …œŒªôC(j®©)Ö¢îµ(sh®¥)‘O(sh®®)÷√àD
b)CAM dataÑ”ëB(t®§i)–Þ∏ƒ
DVP-PMÕ∏þ^ DTO/DFROM ∂˛ÇÄ÷∏¡ÓÑ”ëB(t®§i)–Þ∏ƒ CAM Data £¨ π”√’þø…“‘‘⁄≥ÖÚ÷–“¿’’≤ªÕ¨µƒólº˛Ñ”ëB(t®§i)–Þ∏ƒ CAM Data –Œ≥…≤ªÕ¨µƒÕπðÜ«˙æÄ��°£CAM Data «∏°¸c(di®£n)îµ(sh®¥)–ÕëB(t®§i)�£¨À˘“‘ π”√Ñ”ëB(t®§i)åë»Îµƒîµ(sh®¥)ì˛(j®¥)“™œ» π”√ DFLT ÷∏¡ÓÞD(zhu®£n)≥…∂˛þM(j®¨n)÷∆∏°¸c(di®£n)îµ(sh®¥)���°£
4.3 Îä◊”ÕπðÜ«˙æÄ∆´“∆
CAM±Ì…˙≥…∫Û���£¨÷˜ðSèƒðSŒª÷√ÍP(gu®°n)œµæÕ¥_∂®œ¬ÅÌ����°£∏˘ì˛(j®¥)π§Àá“™«Û‘ìÎä◊”ÕπðÜ∆ º¸c(di®£n)≤¢∑«0¸c(di®£n)£¨–Ë∆´“∆µΩ÷∏∂®Ω«∂»280∂»Œª÷√È_ ºþ\(y®¥n)––£¨¥Àïr∏˜ÇÄèƒðSŒª÷√œýæý◊Óþh(yu®£n)£ª“Ú¥À±ÿÌöÕ®þ^Îä◊”ÕπðÜ∆´“∆π¶ƒÐ����£¨Õ∏þ^CAM Chart≤ȑɵΩ∆´“∆Ω«∂»À˘å¶ë™(y®©ng)∏˜ÇÄèƒðSµƒŒª÷√¡ø��£¨≤¢ÜŒ∂ŒÀŸ∂®Œª�����£¨“‘¥_±£ÕπðÜáß∫œïr∫Ú∏˜ÇÄèƒðSŒª”⁄∆´“∆Œª÷√¸c(di®£n)���°£œýÍP(gu®°n)Ãð–ŒàD»ÁàD4À˘ æ����°£

àD4 Îä◊”ÕπðÜœýÍP(gu®°n)‘O(sh®®)÷√Ãð–ŒàD
a) Îä◊”ÕπðÜ«˙æÄ∆´“∆π¶ƒÐ
Îä◊”ÕπðÜ÷˜ðS∆´“∆¡ø£∫D1863..D1862��£ª∆ ºΩ«∂»∆´“∆òÀ(bi®°o)÷æ£∫M1752°£
b) Æî(d®°ng)«∞Œª÷√åë»Î πƒÐ
»Á±Ì5À˘ æ£∫

±Ì5 Æî(d®°ng)«∞Œª÷√åë»Î πƒÐ±Ì
c) èƒðSŒª÷√Õ¨≤Ω∏¸–¬
XðS£∫M1750�����£ªYðS£∫M1830�����£ªZðS£∫M1990
4.4 ÷Ð∆⁄Îä◊”ÕπðÜÕ£÷π
÷Ð∆⁄ ΩÎä◊”ÕπðÜ÷Ð∆⁄ΩY(ji®¶) ¯òÀ(bi®°o)÷挪M1813,Õ®þ^‘ìòÀ(bi®°o)÷挪ø…“‘”ã(j®¨)À„Îä◊”ÕπðÜ÷Ð∆⁄÷ªàÃ(zh®™)––µƒ¥Œîµ(sh®¥)�����°£∆‰Õ£÷π∑Ω Ωø…“‘∑÷≥…É…∑N£∫
Îä◊”ÕπðÜ÷˜ðS÷Ð∆⁄Õ£÷πŒª÷√£∫D1819..D1818£ªÎä◊”ÕπðÜ÷Ð∆⁄Õ£÷πòÀ(bi®°o)÷æ£∫M1841
1£© ï∫Õ££∫÷±Ω”Õ£÷π÷˜ðS£¨µ´±£≥÷áß∫œÝÓëB(t®§i)����£ª÷˜ðS‘Ÿþ\(y®¥n)––ïr�£¨∏˜èƒðSèƒÕ£÷π¸c(di®£n)¿^¿m(x®¥)∞¥CAM«˙æÄ∑Ω Ωþ\(y®¥n)––��°£»ÁàD5À˘ æ:

àD5 Îä◊”ÕπðÜï∫Õ£Ãð–ŒàD
2£© ÷Ð∆⁄Õ£÷π£∫ø…“‘∏˘ì˛(j®¥)“™«Û÷∏∂®÷˜ðSÕ£÷πΩ«∂»�����£¨Æî(d®°ng)ôzúyµΩ÷Ð∆⁄Õ£÷π–≈Ãñïr�����£¨÷˜ðSé’≤ª¡¢º¥Õ£÷π�����£¨∂¯ «¿^¿m(x®¥)þ\(y®¥n)––µΩÀ˘‘O(sh®®)∂®÷˜ðSΩ«∂»Œª÷√����£¨Õ¨ïr∏˜èƒðS“≤∏˘ì˛(j®¥)CAM«˙æÄÕ£÷π‘⁄‘ìΩ«∂»å¶ë™(y®©ng)Œª÷√£¨Îä◊”ÕπðÜ»‘»ª±£≥÷áß∫œ�����°£÷˜ðS‘Ÿþ\(y®¥n)––ïr����£¨∏˜èƒðSèƒÕ£÷π¸c(di®£n)¿^¿m(x®¥)∞¥CAM«˙æÄ∑Ω Ωþ\(y®¥n)––°£»ÁàD6À˘ æ£∫
àD6 Îä◊”ÕπðÜ÷Ð∆⁄Õ£÷πÃð–ŒàD
4.5 Îä◊”ÕπðÜ«˙æÄ∆Ωª¨
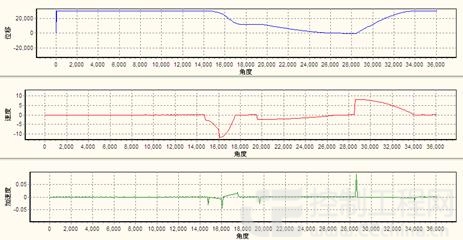
≤…”√¸c(di®£n)嶸c(di®£n)∑Ω Ω…˙≥…CAMdata��£¨”…”⁄‘O(sh®®)∂®¸c(di®£n)îµ(sh®¥)µƒœÞ÷∆�£¨CAM«˙æÄœý嶱»ð^¥÷≤⁄£¨À≈∑˛ÒRþ_(d®¢)‘⁄þ\(y®¥n)––µƒþ^≥Ã÷–ï˛≥ˆ¨F(xi®§n)√˜Ô@µƒ‘ΓÙ����£¨»Áπ˚≤…”√À≈∑˛P1-08Ö¢îµ(sh®¥)œÞ÷∆£¨”÷ï˛åß(d®£o)÷¬√¸¡Óµƒ—”þtªÚ◊É–Œ��£¨À˘“‘±ÿÌöå¶CAM«˙æÄþM(j®¨n)––ºö(x®¨)ªØ(◊Ó¥Û2048¸c(di®£n)),“‘±£◊CÀŸ∂»«˙æÄ∆Ωª¨��°£»ÁàD7À˘ æ£∫

àD7 Îä◊”ÕπðÜ«˙æÄ∆Ωª¨Ãð–ŒàD
£®1£© Bò”ól«˙æÄ
»ÁàD8À˘ æ£∫
àD8 Bò”ól«˙æÄàD
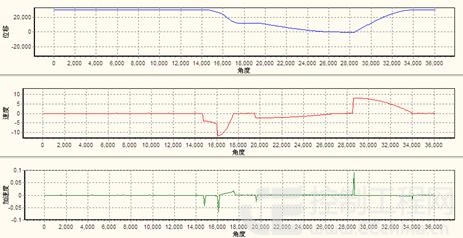
∆Ωª¨ΩY(ji®¶)π˚£∫ÀŸ∂»�����°¢º”ÀŸ∂»∆Ωª¨�£¨µ´≤ªΩõ(j®©ng)þ^‘≠ º¸c(di®£n)£¨≤»εƒ¸c(di®£n)îµ(sh®¥)∫Õ∆Ωª¨œµîµ(sh®¥)‘Ÿ∏þ“≤÷ªƒÐüoœÞøøΩ¸‘≠ º¸c(di®£n)���°£
£®2£© Cò”ól«˙æÄ
»ÁàD9À˘ æ£∫
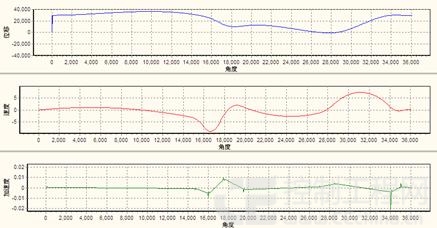
àD9 Cò”ól«˙æÄàD
∆Ωª¨ΩY(ji®¶)π˚£∫ÀŸ∂»�°¢º”ÀŸ∂»∆Ωª¨����£¨“≤Ωõ(j®©ng)þ^‘≠ º¸c(di®£n)£¨µ´ï˛≥ˆ¨F(xi®§n)õ_¨F(xi®§n)œÛ����£ª
£®4£©CCò”ól«˙æÄ
»ÁàD10À˘ æ£∫
àD10 CCò”ól«˙æÄ
∆Ωª¨ΩY(ji®¶)π˚£∫ÀŸ∂»����°¢º”ÀŸ∂»∆Ωª¨����£¨“≤Ωõ(j®©ng)þ^‘≠ º¸c(di®£n)£¨üoþ^õ_¨F(xi®§n)œÛ����£ª
£®5£© î[æÄCycloid
»ÁàD11À˘ æ£∫

àD11 î[æÄCycloid «˙æÄ
∆Ωª¨ΩY(ji®¶)π˚£∫ÀŸ∂»°¢º”ÀŸ∂»∆Ωª¨���£¨“≤Ωõ(j®©ng)þ^‘≠ º¸c(di®£n)���£¨üoþ^õ_¨F(xi®§n)œÛ£ªèƒðS“‘‘O(sh®®)∂®◊Ó¥ÛÀŸ∂»◊ˆÖ^(q®±)Èg∂®Œª����°£
5 ΩY(ji®¶)’Z
ƒø«∞‘ì‘O(sh®®)lj“—Ωõ(j®©ng)Õ∂»Î π”√£¨…˙Æa(ch®£n)–߬ º∞÷ÿèÕ(f®¥)∂®Œªæ´∂»æ˘ùM◊„øÕëÙ“™«Û�����£¨≤¢“—…Í’à壿˚����°£≈_þ_(d®¢)20PMþ\(y®¥n)Ñ”–ÕPLCÏ`ªÓµƒÎä◊”ÕπðÜπ¶ƒÐ£∫CAM«˙æÄ◊‘Ñ”…˙≥…°¢Ñ”ëB(t®§i)–Þ∏ƒ�°¢∆´“∆°¢∆Ωª¨µ»ûÈæ´√Ð≥…–ÕôC(j®©)÷π©¡À¡º∫√µƒºº–g(sh®¥)ª˘µA(ch®≥)�����£¨Õ¨ïrÜŒÇÄÃìîM÷˜ðS∂ýÇÄèƒðSþ\(y®¥n)Ñ”∑Ω ΩûÈ∂ýðSÖf(xi®¶)’{(di®§o)þ\(y®¥n)Ñ”øÿ÷∆÷π©¡À–¬µƒΩ‚õQ∑Ω∞∏���°�£ø…Õ∆èVë™(y®©ng)”√”⁄ôC(j®©)–µ ÷∞·þ\(y®¥n)ÃÓ≥‰��°¢áäÕøµ»∂ýðSþ\(y®¥n)Ñ”àˆ∫œ��°£
°æÖ¢øºŒƒ´I(xi®§n)°ø
[1] ≈_þ_(d®¢)»´œµ¡–ø…æé≥ÖÚøÿ÷∆∆˜ ≈_þ_(d®¢)É»(n®®i)≤øŸY¡œ 2008
[2] π˘◊⁄» µ». ø…æé≥ÖÚøÿ÷∆∆˜ë™(y®©ng)”√œµΩy(t®Øng)‘O(sh®®)”ã(j®¨)º∞Õ®–≈æW(w®£ng)Ωj(lu®∞)ºº–g(sh®¥). »À√Òý]Îä≥ˆ∞Ê…Á��£¨2002
[3] ÀŒ≤Æ…˙.ø…æé≥ÖÚøÿ÷∆∆˜.÷–á¯Ñ⁄Ñ”≥ˆ∞Ê…Á����£¨ 1993.