ĪĪĪĪ┐vė^╬ęéāĄ─╔·╗Ņ┼c╣żū„���Ż¼▓╗ļy░l(f©Ī)¼F(xi©żn)Ż¼Ų▒ō■(j©┤)Ą─╩╣ė├¤o(w©▓)╠Ä▓╗į┌����ĪŻļSų°Ž¹║─┴┐╝░╩╣ė├ł÷(ch©Żng)Š░Ą─ųØuį÷ČÓŻ¼┐═æ¶ī”(du©¼)ė┌Ų▒ō■(j©┤)Ą─│▀┤ń��Īóśė╩Į�ĪóįO(sh©©)ėŗ(j©¼)Ą╚ėą┴╦ČÓśė╗»Ą─ąĶŪ¾ĪŻÅ─Č°�Ż¼Ų▒ō■(j©┤)╔·«a(ch©Żn)╔╠ę▓ī”(du©¼)╔·«a(ch©Żn)įO(sh©©)éõĄ─ņ`╗Ņąįėą┴╦Ė³Ė▀Ą─ę¬Ū¾ĪŻ×ķ┴╦æ¬(y©®ng)ī”(du©¼)╩ął÷(ch©Żng)ąĶŪ¾��Ż¼Ų▒ō■(j©┤)╔·«a(ch©Żn)įO(sh©©)éõųŲįņ╔╠ąĶę¬▓╗öÓ═ŲĻÉ│÷ą┬����Ż¼╠ßĖ▀įO(sh©©)éõĄ─▀mė├ąį���ĪŻ
ĪĪĪĪ┐═æ¶ī”(du©¼)ė┌┤“┐ūš█Ēō(y©©)ÖC(j©®)Ą─ąĶŪ¾
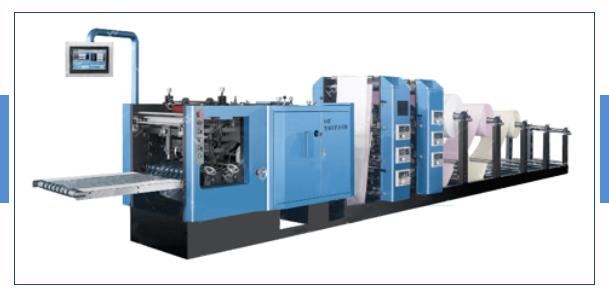
ĪĪĪĪ┤“┐ūš█Ēō(y©©)ÖC(j©®)╩Ū╝»┤“┐ū��Ż¼ē║║█Ż¼š█Ēō(y©©)×ķę╗¾wĄ─įO(sh©©)éõ��Ż¼╩ŪŲ▒ō■(j©┤)╔·«a(ch©Żn)┴„│╠ųąųžę¬Ą─įO(sh©©)éõų«ę╗ĪŻé„Įy(t©»ng)Ą─┤“┐ūš█Ēō(y©©)ÖC(j©®)╩Ū═©▀^(gu©░)²X▌åĮM║ŽīŹ(sh©¬)¼F(xi©żn)Č©ķL(zh©Żng)ē║║█š█Ēō(y©©)����Ż¼═©▀^(gu©░)═ŻÖC(j©®)▓čb▓╗═¼Ą─²X▌åĮMüĒ(l©ói)īŹ(sh©¬)¼F(xi©żn)ē║║█š█Ēō(y©©)ķL(zh©Żng)Č╚Ą─ūā╗»���Ż¼ėą╣╠Č©Ą─ķL(zh©Żng)Č╚▀xō±����Ż¼ę╗░Ńęį11ėó┤ń×ķ£╩(zh©│n)Ż©Č■Ą╚Ęų╗“╚²Ą╚ĘųŻ®�����ĪŻ
ĪĪĪĪ×ķ┴╦æ¬(y©®ng)ī”(du©¼)╩ął÷(ch©Żng)ī”(du©¼)ė┌Ų▒ō■(j©┤)ČÓśė╗»Ą─ąĶŪ¾�����Ż¼ęį╝░ØMūŃ╔·«a(ch©Żn)╔╠ĮĄ▒Šį÷ą¦Ą─ę¬Ū¾Ż¼š█Ēō(y©©)ÖC(j©®)įO(sh©©)éõųŲįņ╔╠╝▒ąĶī”(du©¼)¼F(xi©żn)ėąįO(sh©©)éõ▀M(j©¼n)ąą╔²╝ē(j©¬)�����Ż¼ęįīŹ(sh©¬)¼F(xi©żn)ē║║█š█Ēō(y©©)ķL(zh©Żng)Č╚┐╔ęįį┌▓╗═ŻÖC(j©®)Ą─ŪķørŽ┬���Ż¼Ė∙ō■(j©┤)╔·«a(ch©Żn)ąĶę¬ļSĢr(sh©¬)ą▐Ė─�ĪŻ└²╚ńš²į┌╔·«a(ch©Żn)11ėó┤ńČ■Ą╚ĘųĄ─ęÄ(gu©®)Ė±�����Ż¼į┌▓╗═ŻÖC(j©®)Ą─ŪķørŽ┬Ė─×ķ11ėó┤ń╚²Ą╚ĘųęÄ(gu©®)Ė±Ż¼▀@Š═ę¬Ū¾▓╔ė├ļŖūė═╣▌å┐žųŲĘĮ╩Į┤·╠µ?zh©©n)„Įy(t©»ng)Ą─ÖC(j©®)ąĄ═╣▌å┐žųŲĘĮ╩Į����Ż¼▓óŪęļŖūė═╣▌åę¬┐╔ęįį┌ŠĆ╔·«a(ch©Żn)═¼Ģr(sh©¬)į┌ŠĆŪą╚ļĪŻ▀@ī”(du©¼)▀\(y©┤n)äė(d©░ng)┐žųŲŽĄĮy(t©»ng)╠ß│÷┴╦┐┴┐╠Ą─ę¬Ū¾����ĪŻ
ĪĪĪĪKAS▀\(y©┤n)äė(d©░ng)┐žųŲŽĄĮy(t©»ng)ĮŌøQĘĮ░Ė
ĪĪĪĪ┐═æ¶Įø(j©®ng)▀^(gu©░)ČÓĘĮ▀xō±Ż¼ūŅĮK▀xė├┴╦┐ŲĀ¢─”Ė∙KAS▀\(y©┤n)äė(d©░ng)┐žųŲŽĄĮy(t©»ng)���Ż¼įōŽĄĮy(t©»ng)ė╔AKD PDMM┐žųŲ“ī(q©▒)äė(d©░ng)ę╗¾wÖC(j©®)║═AKM╦┼Ę■ļŖÖC(j©®)ĮM│╔��ĪŻ
ĪĪĪĪĘĮ░Ė╠ž³c(di©Żn)
ĪĪĪĪAKD PDMM┐žųŲ“ī(q©▒)äė(d©░ng)ę╗¾wÖC(j©®)ā╚(n©©i)ų├┴╦ę╗┼_(t©ói)AKD╦┼Ę■“ī(q©▒)äė(d©░ng)Ų„Ż¼įōę╗¾wÖC(j©®)┐╔ū„×ķÖC(j©®)ąĄ┼c▀\(y©┤n)äė(d©░ng)┐žųŲų„šŠ��Ż¼┐žųŲ7┼_(t©ói)ęį╔ŽĄ─AKD╦┼Ę■“ī(q©▒)äė(d©░ng)Ų„Ż¼ę“┤╦����Ż¼┐╔Ä═ų·┐═æ¶į┌¤o(w©▓)ąĶ╩╣ė├╚╬║╬PLC╗“PACĄ─ŪķørŽ┬���Ż¼Į©įņę╗┼_(t©ói)ōĒėąČÓéĆ(g©©)Ė▀ąį─▄╦┼Ę■▌S��Īó═Ļš¹Ą─I/O▀BĮė����Ż¼ęį╝░ę╗╠ū╚╦ÖC(j©®)Įń├µĄ─įO(sh©©)éõĪŻūīįO(sh©©)éõĄ─ąį─▄Ė³ÅŖ(qi©óng)┤¾�Ż¼▓┘ū„Ė³▒ŃĮ▌ĪŻ
ĪĪĪĪ═¼Ģr(sh©¬)����Ż¼įōĘĮ░Ė▀Ć▓╔ė├┴╦╗∙ė┌ÖC(j©®)ąĄé„äė(d©░ng)ĮY(ji©”)śŗ(g©░u)Ą─PipeNetWorkłDą╬▀\(y©┤n)äė(d©░ng)ŠÄ│╠Ż¼ūīĄČ▌SĮŪČ╚║═╝łÅłķL(zh©Żng)Č╚ų«ķg│╩═╣▌åĻP(gu©Īn)ŽĄ��ĪŻīŹ(sh©¬)¼F(xi©żn)┴╦ÅŖ(qi©óng)┤¾Ą─įO(sh©©)éõ▀\(y©┤n)äė(d©░ng)┐žųŲ╣”─▄Ż║╚²Ą╚Ęųča(b©│)āö╣”─▄Īó═╣▌åį┌ŠĆŪąōQ╣”─▄�����Īó╔½ś╦(bi©Īo)ļŖč█ča(b©│)āö╣”─▄��ĪóæT┴┐Ģr(sh©¬)ķg╦┘Č╚ča(b©│)āö╣”─▄����Īó╠ōöMų„▌SĘ┬šµ╣”─▄Ą╚����ĪŻÅ─Č°įO(sh©©)éõ─▄ē“Ė∙ō■(j©┤)┐═æ¶▌ö╚ļĄ─╣ż╦ćģóöĄ(sh©┤)īŹ(sh©¬)Ģr(sh©¬)╔·│╔ļŖūė═╣▌åŻ¼ūŅĮKīŹ(sh©¬)¼F(xi©żn)ē║║█š█Ēō(y©©)ķL(zh©Żng)Č╚┐╔ęįį┌▓╗═ŻÖC(j©®)Ą─ŪķørŽ┬Ė∙ō■(j©┤)╔·«a(ch©Żn)ąĶę¬ļSĢr(sh©¬)ą▐Ė─���ĪŻ
▀\(y©┤n)äė(d©░ng)┐žųŲ│╠ą“Ī░╣▄Ī▒łD
ĪĪĪĪ«a(ch©Żn)ŲĘ╠žąį
ĪĪĪĪ01 ūįäė(d©░ng)╗»ĮM╝■╠ß╣®╝»│╔╩ĮĄ─ŠÄ│╠��Īó£y(c©©)įć����Īó░▓čb┼cš{(di©żo)įć╣”─▄
ĪĪĪĪ02 ┼õéõĘŪęū╩¦ąįā╚(n©©i)┤µ���Ż¼┐╔▒▄├ŌÖC(j©®)ąĄģóöĄ(sh©┤)ę“įO(sh©©)éõ╣╩šŽüG╩¦
ĪĪĪĪ03 ¤o(w©▓)ąĶ╩╣ė├PC�����Ż¼SD┐©▓█�Ż¼║å(ji©Żn)╗»┴╦éõĘ▌┼cš{(di©żo)įć╣żū„
ĪĪĪĪ┐═æ¶╩šęµ
ĪĪĪĪ═©▀^(gu©░)▓╔ė├┐ŲĀ¢─”Ė∙KAS▀\(y©┤n)äė(d©░ng)┐žųŲŽĄĮy(t©»ng)����Ż¼┤“┐ūš█Ēō(y©©)ÖC(j©®)Ą─╣żū„╦┘Č╚ūŅĖ▀┐╔▀_(d©ó)110m/min����Ż¼ē║║█ŠĆŠÓļx┐╔į┌60-380mmų«ķg╚╬ęŌ▀xō±����ĪŻśO┤¾Ąž╠ßĖ▀┴╦įO(sh©©)éõĄ─╔·«a(ch©Żn)ą¦┬╩║═ņ`╗Ņąį��Ż¼═¼Ģr(sh©¬)�����Ż¼įO(sh©©)éõÅ─░▓čbĄĮš{(di©żo)įć│╔╣”Ż¼āHÜvĢr(sh©¬)10╠ņ�����Ż¼į┌┤┘▀M(j©¼n)┴╦┐═æ¶╝╝ąg(sh©┤)äō(chu©żng)ą┬Ą─═¼Ģr(sh©¬)��Ż¼ę▓×ķ┐═æ¶Ą─╩ął÷(ch©Żng)Ėé(j©¼ng)ĀÄ(zh©źng)┌AĄ├┴╦Ģr(sh©¬)ķgā×(y©Łu)ä▌(sh©¼)����Ż¼ūźūĪ┴╦ķ_(k©Īi)═ž╩ął÷(ch©Żng)Ą─ÖC(j©®)ė÷ĪŻ